
Grat ist einer der häufigsten Fehler beim Spritzgießen – und einer der am häufigsten falsch diagnostizierten. Dünne Grate aus überschüssigem Material, die an Trennfugen, Auswerferstiften oder Einsatzschnittstellen auftreten, werden häufig allein auf Prozessparameter zurückgeführt, obwohl die Ursache häufig im Werkzeug liegt. Dieser Leitfaden bietet einen systematischen Diagnoserahmen, der alle sieben Grundursachenkategorien abdeckt, quantifizierte Präventionsstandards und eine Prioritätsmatrix für Korrekturmaßnahmen, um Flash effizient zu beseitigen.
1. Was ist Schimmelpilz?
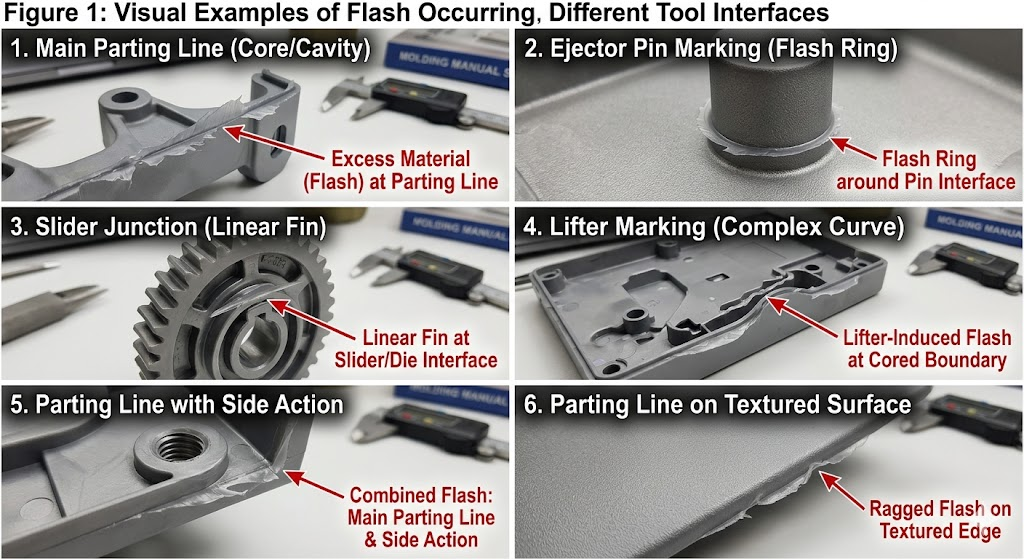
Grat (auch: Grat, Grat) ist überschüssiges Material, das vor dem Erstarren durch einen Spalt im Werkzeug aus dem Formhohlraum austritt. Es erscheint als dünne Flosse, ein Netz oder eine gefiederte Kante, die am Teil befestigt ist:
- Trennlinien – der häufigste Standort
- Auswerferstiftschnittstellen — kreisförmige Blitzringe um die Stiftflächen
- Schnittstellen für Schieber und Heber — lineare Rippen entlang seitlich wirkender Kontaktflächen
- Grenzen einfügen — an Metalleinlagerändern beim Umspritzen
- Entlüftungsorte — wenn die Lüftungsschlitze überdimensioniert oder erodiert sind
- Absperrflächen – in Kernelementen und Durchgangslöchern
Flash ist nicht nur kosmetischer Natur. Es fügt sekundäre Beschnittvorgänge hinzu, birgt die Gefahr von Störungen bei der Montage, erzeugt scharfe Kanten (Gefahr von Verletzungen und Dichtungsversagen) und führt bei medizinischen Anwendungen oder Anwendungen, die mit Lebensmitteln in Berührung kommen, zu einer Nichtkonformität mit Vorschriften. Noch wichtiger ist, dass es auf eine Lücke im Schimmelsystem hinweist, die sich, wenn sie nicht behandelt wird, mit jedem Schuss zunehmend vergrößert.
2. Die sieben Grundursachenkategorien
Flash hat immer die gleiche unmittelbare Ursache: Material, das unter Druck steht, findet eine Lücke. Der Ursprung dieser Lücke lässt sich jedoch in sieben verschiedene Kategorien einteilen, die jeweils unterschiedliche Korrekturmaßnahmen erfordern.
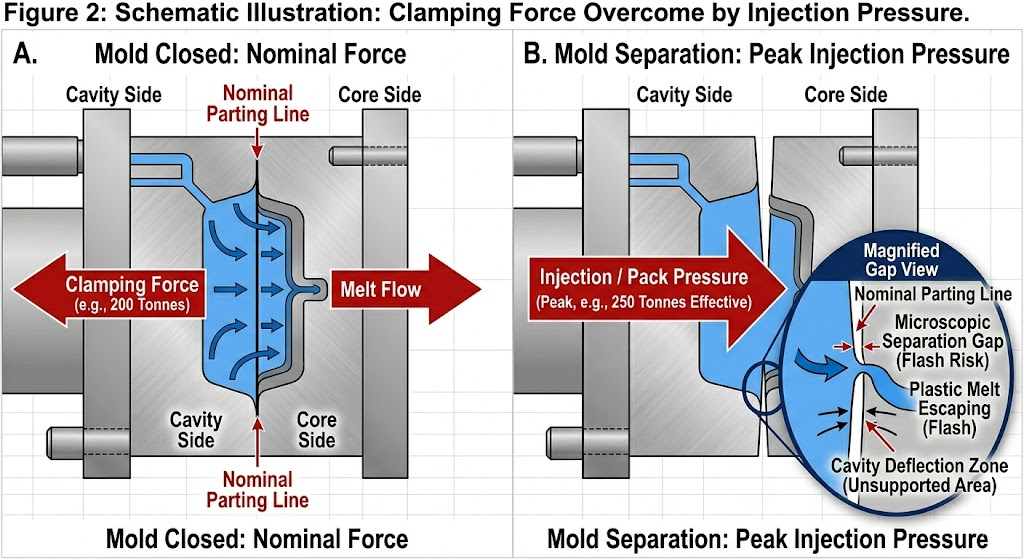
2.1 Unzureichende Klemmkraft
Die am häufigsten übersehene Ursache. Wenn der Einspritzdruck die effektive Schließkraft der Presse auf die projizierte Fläche des Teile- und Angusskanalsystems übersteigt, trennen sich die Formplatten beim Füllen und Packen kurzzeitig, wodurch an der Trennlinie ein dynamischer Spalt entsteht.
Diagnoseprüfung:
Erforderliche Klemmkraft (Tonnen) = Projizierte Fläche (cm²) × Hohlraumdruck (MPa) ÷ 100Für ein Teil mit einer projizierten Fläche von 180 cm² (einschließlich Angusskanälen), gefüllt mit einem durchschnittlichen Hohlraumdruck von 80 MPa:
Erforderliche Klemme = 180 × 80 ÷ 100 = mindestens 144 TonnenFügen Sie eine Sicherheitsmarge von 20–25 % hinzu → Mindestens 175–180 Tonnen.
Wenn Sie dieses Teil auf einer 150-Tonnen-Presse laufen lassen, entsteht unabhängig von anderen Parametereinstellungen ein Trennfugengrat.
Häufiger Fehler: Berechnen der projizierten Fläche nur anhand des Teils, ohne das Angusssystem. Angüsse, Angusskanäle und Anschnitte tragen erheblich zur projizierten Fläche und zum Hohlraumdruck bei.
| Material | Typischer Hohlraumdruckbereich | Faustregel für die Klemmkraft |
|---|---|---|
| PP, PE (dünnwandig) | 40–80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 t/cm² |
| POM | 70–110 MPa | 0,7–1,1 t/cm² |
2.2 Abnutzung oder Beschädigung der Trennfläche
Die Trennfläche (PS) ist die primäre Dichtung zwischen Hohlraum und Atmosphäre. Jede Abweichung von der perfekten Ebenheit – sei es durch Verschleiß, Schlagschäden, Funkenerosion durch Funkenerosion oder unzureichende Oberflächenhärte – führt dazu, dass Material austritt.
Kritische Toleranzen:
| Formgröße | Maximal zulässige PS-Ebenheitsabweichung | Empfohlene Stahlhärte |
|---|---|---|
| Klein (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Mittel (250–500 mm) | 0,008 mm | 48–52 HRC |
| Groß (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
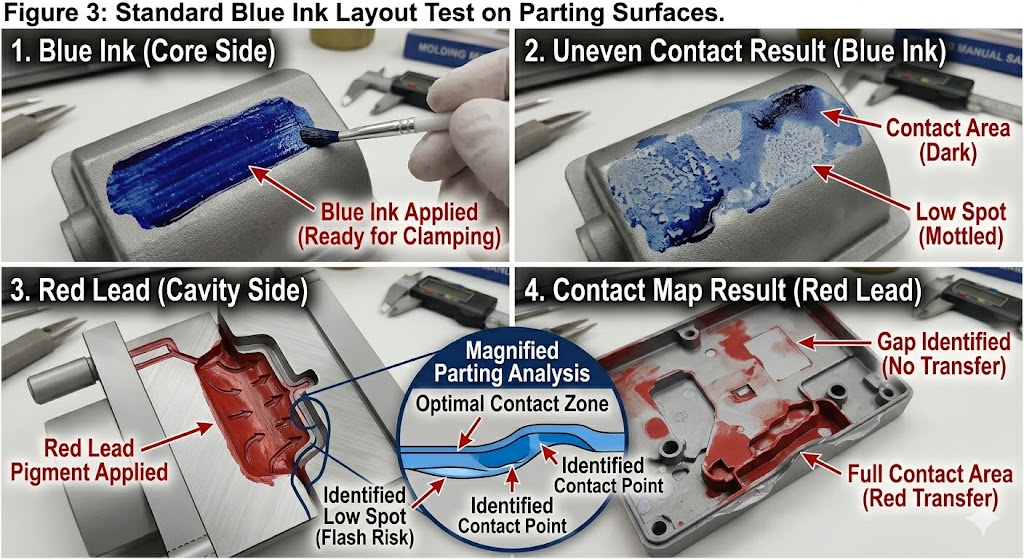
Prüfprotokoll: Testen Sie die Übertragung blauer Tinte oder führen Sie einen Fühlerlehrentest über die gesamte Trennfläche durch. Jeder Spalt >0,010 mm bei einem Standardmaterial oder >0,005 mm bei einem niedrigviskosen Material (LCP, PPS) stellt ein Risiko für Blitze dar.
Reparaturmethoden nach Schweregrad:
| Schadensart | Reparaturmethode | Vorlaufzeit |
|---|---|---|
| Geringer Verschleiß (<0,05 mm unterer Bereich) | Nachpolieren beim Laserschweißen | 1–3 Tage |
| Mäßiger Verschleiß (0,05–0,2 mm) | Sprühschweißen oder Nachbearbeitung des WIG-Schweißens | 3–5 Tage |
| Schlagschaden / Delle | Laserschweißen EDM erneut entzünden | 2–4 Tage |
| Großflächiger Verschleiß (>0,2 mm) | Vollständiges PS-Nachschleifen auf einer Flächenschleifmaschine | 3–7 Tage |
| Wiederholtes Blinken am selben Ort | Nachpolieren der Hartschweißnaht (Stellit). | 5–10 Tage |
2.3 Zu hohe Einspritzgeschwindigkeit oder zu hoher Druck
Sogar eine geometrisch perfekte Form verbrennt, wenn die Prozessparameter den Hohlraumdruck über die Schließkraftkapazität hinaus erhöhen oder wenn die Einspritzgeschwindigkeit hoch genug ist, um einen hydraulischen Keileffekt an der Trennfuge zu erzeugen, bevor sich die Schließkraft vollständig entwickelt.
Flash-induzierende Prozessbedingungen:
- Die Einspritzgeschwindigkeit ist so hoch eingestellt, dass sich die Kavität in weniger als 0,3 Sekunden füllt – die Spitzendruckspitze übersteigt kurzzeitig die Spannkapazität
- Bei einem niedrigviskosen Material wird der Packungsdruck auf über 80 % des Einspritzdrucks eingestellt
- Haltezeit über das Einfrieren des Angusses hinaus verlängert – anhaltender Druck nach dem Einfrieren des Angusses überträgt die Kraft auf die Formplatten und nicht auf die Teileverpackung
- Zu hohe Schmelzetemperatur – verringert die Viskosität, das Material fließt aggressiver in jeden Spalt
Prozessanpassungssequenz (vor Werkzeugeingriff):
- Reduzieren Sie die Einspritzgeschwindigkeit in Schritten von 10 % – prüfen Sie, ob der Blitz abnimmt
- Packungsdruck auf 60–70 % des Fülldrucks reduzieren
- Stellen Sie sicher, dass die Haltezeit die Gate-Freeze-Off-Zeit nicht überschreitet (verwenden Sie die Gate-Freeze-Studie).
- Schmelztemperatur um 5–10 °C reduzieren
- Wenn der Blitz nach allen vier Anpassungen weiterhin besteht, liegt die Ursache im Werkzeug und nicht im Prozess
2.4 Materialviskosität zu niedrig
Niedrigviskose Materialien fließen in Lücken, die normalviskose Materialien überbrücken. Aus diesem Grund erfordern PPS-, LCP- und niedermolekulare PA-Typen engere Trennflächentoleranzen als ABS oder PP.
Melt Flow Index (MFI) als Flash-Risikoindikator:
| MFI-Bereich (g/10 Min.) | Flash-Risikokategorie | Maximal zulässiger PS-Abstand |
|---|---|---|
| < 5 | Niedrig | 0,020 mm |
| 5–20 | Mäßig | 0,015 mm |
| 20–50 | Hoch | 0,010 mm |
| > 50 (z. B. LCP, dünnwandiges PP) | Sehr hoch | 0,005–0,008 mm |
Materialchargenvariation: Der MFI kann zwischen Chargen derselben Sorte um ±15–25 % variieren. Ein Werkzeug, das bei einer Charge an der Flash-Grenze läuft, kann bei der nächsten Charge auslaufen. Überprüfen Sie eingehende MFI immer anhand der Formqualifikationsdaten.
2.5 Formtemperatur zu hoch
Eine erhöhte Formtemperatur verringert die Viskosität der Schmelzschicht in Kontakt mit der Trennfläche und verlängert so das Zeitfenster, in dem das Material flüssig genug ist, um in Lücken einzudringen. Dies ist besonders wichtig für:
- Kristalline Materialien mit scharfen Schmelzpunkten (POM, PPS, PA)
- Materialien laufen nahe der Obergrenze ihres empfohlenen Formtemperaturbereichs
- Heißkanalformen, bei denen die Wärmeeinwirkung des Verteilers die Temperatur der Formplatte lokal erhöhen kann
Faustregel: Jeder Anstieg der Formtemperatur um 10 °C über den empfohlenen Mindestwert hinaus erhöht die Flammempfindlichkeit um etwa einen Viskositätsgrad – was einem Anstieg des MFI um 20 % entspricht.
2.6 Mängel im Formdesign
Geometrische Merkmale im Formdesign, die ein inhärentes Gratrisiko verursachen:
Freitragende Trennflächenspannweiten: Große flache Trennflächen ohne Stützpfeiler verformen sich unter dem Werkzeuginnendruck. Eine 400 × 400 mm große, freitragende Formplatte aus P20-Stahl verformt sich bei 80 MPa um 0,03–0,08 mm – ausreichend, um Grate am Umfang zu erzeugen.
Gestaltungsregel für Stützpfeiler: Maximale freitragende Spannweite zwischen den Stützpfeilern = 150 mm für mittelschwere Formen. Fügen Sie Säulen im Abstand von 120–130 mm für Hochdruckmaterialien (PC, PPS) hinzu.
Unzureichende Stegbreite an der Trennlinie: Der „Steg“ – das schmale flache Band direkt neben dem Hohlraum auf der Trennfläche – muss breit genug sein, um einer druckbedingten Verformung standzuhalten. Empfohlene Mindestlandbreite:
| Material | Mindestlandbreite |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
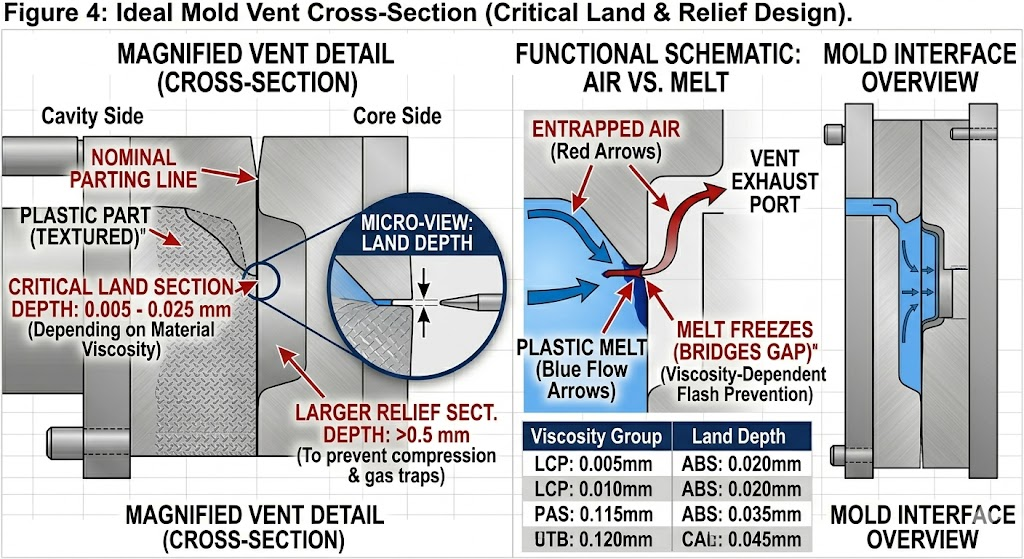
Entlüftungstiefe zu tief: Lüftungsschlitze sind absichtliche Lücken – wenn sie überdimensioniert sind, werden sie zu Blitzgeneratoren. Standardrichtlinien für die Entlüftungstiefe:
| Material | Entlüftungstiefe (Landabschnitt) | Entlüftungstiefe (Entlastungsabschnitt) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Abgenutzte oder falsch ausgerichtete bewegliche Komponenten
Seitenbewegungen, Heber, Kernzüge und Auswerferstifte schaffen dynamische Schnittstellen, die sich bei jedem Zyklus bewegen. Diese Schnittstellen nutzen sich zunehmend ab und sind die häufigste Quelle für Grate in der Großserienproduktion, die zuvor gratfrei war.
Auswerferstiftblitz: Das Spiel zwischen Stiftdurchmesser und Lochdurchmesser muss innerhalb enger Grenzen gehalten werden. Standardabstand nach Material:
| Material | Abstand des Auswerferstifts (pro Seite) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Abstände oberhalb dieser Grenzwerte erzeugen sichtbare Stiftgrate. Darunter klemmen und brechen die Stifte. Hierbei handelt es sich um ein Problem des Verschleißmanagements. Bei großvolumigen Werkzeugen sollten die Stiftabstände alle 100.000–200.000 Schüsse überprüft werden.
Blitz der Schlitten- und Lifter-Schnittstelle: Durch die Abnutzung der Verschleißplatten (Leisten), die die Seitenbewegungen führen, kann sich die Gleitfläche um 0,01–0,05 mm von ihrer Auflagefläche verschieben – ausreichend für Gratbildung. Gib-Verschleißplatten sollten in jeder Produktionsform austauschbare Komponenten sein, wobei die Inspektionsintervalle im Formwartungsplan festgelegt sind.
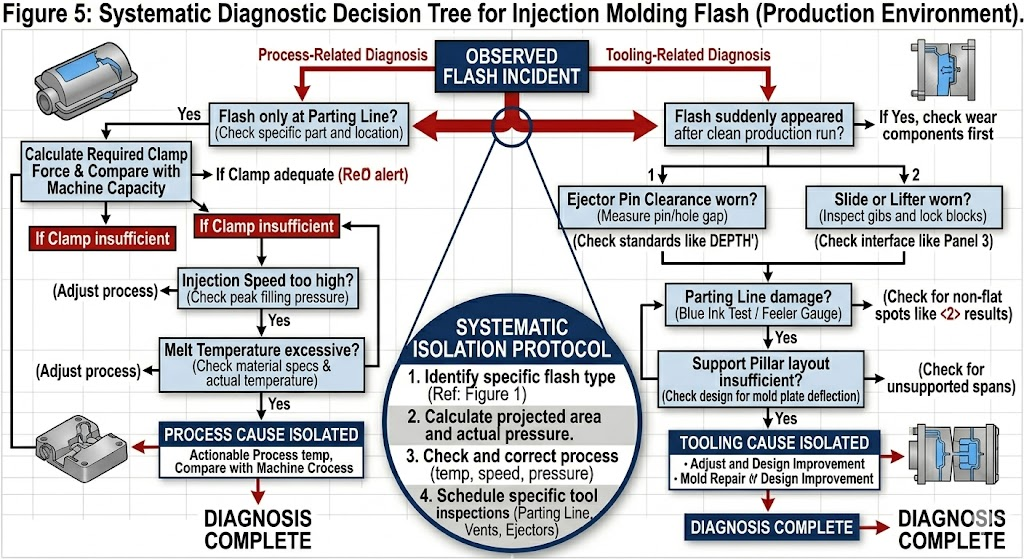
3. Flash-Diagnose-Entscheidungsbaum
Verwenden Sie diese Reihenfolge, um die Ursache ohne unnötige Demontage der Form zu ermitteln:
BLITZ BEOBACHTET│├── Blitz nur an der Trennlinie?│ ├── JA → Prüfen Sie zunächst die Klemmkraftberechnung│ │ → Anschließend PS-Ebenheit prüfen (blauer Tintentest)│ │ → Anschließend Einspritzgeschwindigkeit / Packungsdruck reduzieren│ └── NEIN → Weiter unten│├── Blitz nur an den Auswerferstiften?│ └── JA → Abstand zwischen Stift und Loch messen│ → Stiftlänge prüfen (lange Stifte = höherer Anpressdruck)│ → Stellen Sie sicher, dass die Rückführung der Auswerferplatte vollständig sitzt, bevor sich die Klemme schließt│├── Blitz an der Schnittstelle zwischen Schlitten und Heber?│ └── JA → Keilverschleißplatten prüfen (Fühlerlehre)│ → Schlittensitzkraft / Verriegelungswinkel prüfen│ → Überprüfen Sie den Fersenblockkontakt│├── Blitz an Lüftungsschlitzen?│ └── JA → Entlüftungstiefe messen (Ziel: Neuzuschnitt auf Spezifikation)│ → Auf Entlüftungserosion prüfen (abrasives glasfaserverstärktes Material)│├── Nach X Aufnahmen sauberer Produktion tauchte plötzlich ein Blitz auf?│ └── JA → Verschleißbedingte Ursache (Keil, Trennfläche, Auswerferstifte)│ → Schimmelinspektion / vorbeugende Wartung planen│└── Grat vorhanden vom ersten Schuss der neuen Form? └── JA → Design- oder Verarbeitungsqualitätsproblem → Klemmkraftberechnung überprüfen → Überprüfen Sie die Schleifqualität der Trennfläche → Anordnung der Stützpfeiler prüfen → Überprüfen Sie die Entlüftungstiefen anhand der Spezifikation
4. Präventionsstandards nach Schimmelbildungsphase
Die kostengünstigste Verhinderung von Graten erfolgt, bevor die Form ihren ersten Schuss ausführt.
4.1 Designphase
- Führen Sie eine Moldflow-Werkzeuginnendrucksimulation durch – stellen Sie sicher, dass der maximale Werkzeuginnendruck × die projizierte Fläche 80 % der geplanten Pressspannkapazität nicht überschreitet
- Entwerfen Sie Stützpfeiler in Abständen von ≤150 mm für alle Hohlraumdrücke >60 MPa
- Geben Sie die Mindeststegbreite pro Materialkategorie an (Abschnitt 2.6)
- Entwerfen Sie die Entlüftungstiefe entsprechend der Materialspezifikation – verlassen Sie sich nicht auf standardmäßige Bearbeitungszugaben
- Geben Sie den Abstand des Auswerferstifts in der Formzeichnung an – er muss im Toleranzblock erscheinen und darf nicht der Beurteilung durch den Maschinisten überlassen werden
4.2 Formbauphase
- Überprüfen Sie vor der Endmontage die Ebenheit der Trennfläche auf einem Flachschleifer – dokumentieren Sie die Messung
- Blauer Tintentest nach der vollständigen Montage – 100 % Kontakt der Trennfläche vor dem ersten Versuch erforderlich
- Messen und protokollieren Sie alle Auswerferstiftabstände – mindestens 5 Probestifte pro Form, vollständiger Satz für kritische Formen
- Überprüfen Sie vor der ersten Injektion den Sitz des Schlittens unter der Klemmlast der Presse – verwenden Sie Ton oder Fuji Prescale-Film
4.3 Testphase des ersten Artikels
- Beginnen Sie mit 50 % Einspritzgeschwindigkeit und 60 % Packungsdruck – steigern Sie sich schrittweise
- Zeichnen Sie die obere Grenze des Prozessfensters (Flash-Beginn) auf – dies ist ein kritischer Parameter für die Formqualifizierung
- Dokumentieren Sie die Breite des Prozessfensters: Der Unterschied zwischen dem Einsetzen des Kurzschusses und dem Einsetzen des Blitzes sollte für eine robuste Form ≥15 % des Einspritzdrucks betragen
4.4 Produktionsphase
- Definieren Sie vorbeugende Wartungsintervalle für: Trennflächeninspektion (alle 200.000 Schüsse), Messung der Keilverschleißplatte (alle 150.000 Schüsse), Prüfung des Auswerferstiftspiels (alle 100.000 Schüsse für Großserienwerkzeuge)
- Verfolgen Sie Blitzereignisse nach Ort im SPC-System – fortschreitende Blitze an einem Ort signalisieren Abnutzung, bevor es zu einer Qualitätsflucht kommt
- Pflegen Sie eingehende Inspektionsaufzeichnungen für Material-MFIs – korrelieren Sie Flash-Vorfälle mit MFI-Daten
5. Prioritätsmatrix für Korrekturmaßnahmen
Wenn in der Produktion ein Flash beobachtet wird, verwenden Sie diese Matrix, um Korrekturmaßnahmen nach Kosten und Wirksamkeit zu priorisieren:
| Aktion | Kosten | Zeit zur Umsetzung | Wirksamkeit | Priorität |
|---|---|---|---|---|
| Einspritzgeschwindigkeit / Packungsdruck reduzieren | Null | Sofort | Hoch (if process-caused) | 1 |
| Überprüfen Sie, ob die Klemmkraft ausreicht – wechseln Sie zu einer größeren Presse | Niedrig | Gleiche Schicht | Definitiv für klemmenbedingte Blitze | 2 |
| Blauer Tintentest – PS-Kontaktlücke identifizieren | Niedrig | 2–4 Stunden | Diagnostisch, nicht korrigierend | 3 |
| Laserschweißreparatur von PS-Tiefstellen | Mittel | 1–3 Tage | Dauerhaft bei verschleißbedingtem Grat | 4 |
| Ersetzen Sie abgenutzte Keilverschleißplatten | Niedrig–Medium | 4–8 Stunden | Permanent für Diablitz | 5 |
| Auswerferstifte austauschen (zu großes Spiel) | Niedrig | 4–8 Stunden | Permanent für Pin-Blitz | 6 |
| Trennfläche nachschleifen | Mittel | 3–7 Tage | Dauerhaft für großflächigen PS-Verschleiß | 7 |
| Stützpfeiler hinzufügen (Konstruktionsmangel) | Hoch | 2–4 Wochen | Permanent für ablenkungsbedingten Blitz | 8 |
| Stahlhärte erhöhen (wieder in härteren Stahl einsetzen) | Hoch | 3–6 Wochen | Langfristige Verschleißprävention | 9 |
6. Sonderfälle: Materialien mit hohem Flash-Risiko
PPS und LCP
Beide Materialien haben bei Verarbeitungstemperaturen eine drei- bis fünfmal niedrigere Schmelzviskosität als ABS. Sie werden jede Lücke finden und nutzen, die Standardmaterialien überbrücken. Formen mit PPS oder LCP müssen von Anfang an mit engeren Toleranzen gebaut werden – die Umrüstung einer Form mit Standardtoleranz auf PPS ist selten kosteneffektiv.
Obligatorische Anforderungen:
- Hohlraumstahl S136 oder 420SS (Korrosion und Härte)
- Ebenheit der Trennfläche ≤0,005 mm
- Abstand des Auswerferstifts ≤0,006 mm pro Seite
- Entlüftungstiefe ≤0,008 mm Stegabschnitt
- Stützpfeiler mit einem Abstand von maximal 120 mm
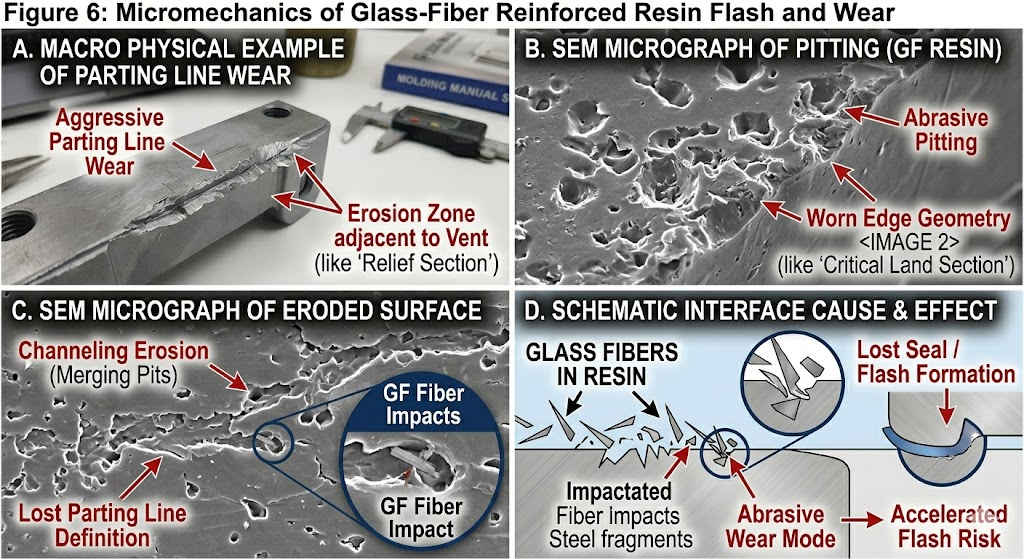
Glasgefüllte Sorten (GF30 und höher)
Glasfasern sind abrasiv. Trennflächen, Entlüftungsöffnungen und Löcher für Auswerferstifte nutzen sich bei GF-gefüllten Sorten schneller ab als bei ungefüllten Sorten. Die Wartungsintervalle sollten im Vergleich zu nicht gefüllten Materialplänen um 30–40 % verkürzt werden. Gehärtete Stahleinsätze (≥50 HRC) an Stellen mit hohem Verschleiß (Angussbereiche, Trennfuge neben dem Anschnitt) werden dringend empfohlen.
Dünnwandige Teile (<1,0 mm Wand)
Dünnwandige Teile erfordern hohe Einspritzgeschwindigkeiten und Drücke – wodurch der Hohlraumdruck an die Obergrenze der Pressspannkapazität gebracht wird. Das Prozessfenster zwischen Kurzschuss und Blitz ist sehr eng (manchmal <5 % des Einspritzdrucks). Diese Formen erfordern:
- Präzise Trennfläche (≤0,005 mm Ebenheit)
- Größere Presse, als die Klemmenberechnung allein vermuten lässt (30 % Spielraum hinzufügen)
- Echtzeit-Werkzeuginnendrucksensoren – geschlossene Pressensteuerung zur Vermeidung von Graten
7. Flash-Kosten: Warum sich die Eliminierung lohnt
Flash wird in Qualitätssystemen selten genau berechnet. Die tatsächlichen Kosten umfassen:
| Kosten Element | Typischer Bereich pro Teil | Notizen |
|---|---|---|
| Kürzung der Arbeit | 0,05 $–0,40 $ | Hängt von der Flash-Position und der Zugänglichkeit ab |
| Werkzeugverschleiß durch Grate (beschleunigter PS-Schaden) | 0,01 $–0,05 $ amortisiert | Flash verschleißt das PS und erzeugt einen sich verschlechternden Zyklus |
| Erhöhte Ausschussrate (Blitz führt zu Teileausschuss) | 1–5 % des Produktionswertes | Hocher for tight-tolerance parts |
| Stillstände am Fließband (Blitz führt zu Passungsproblemen) | Variabel | Kann Kundenrückbuchungen auslösen |
| Kundenretouren / Feldausfälle | Hoch | Speziell zum Versiegeln von Oberflächen |
| Ausfallzeiten bei der Reparatur von Formen | 500–5.000 US-Dollar pro Vorfall | Plus verlorene Produktionsmöglichkeiten |
Bei einem Teil mit mittlerem Volumen von 500.000 Teilen pro Jahr und 0,20 $ Beschnittkosten pro Teil und 2 % Ausschuss im Zusammenhang mit Graten betragen die jährlichen Kosten für ungelöste Grate mehr als 10 % 150.000 $ – weit mehr als die Kosten für eine ordnungsgemäße Reparatur der Trennflächen oder ein Wartungsprogramm für die Form.
8. Fazit
Flash ist ein Symptom, keine Grundursache. Um das Problem dauerhaft zu lösen, muss ermittelt werden, welche der sieben Grundursachenkategorien – Schließkraft, Zustand der Trennfläche, Prozessparameter, Materialviskosität, Formtemperatur, Konstruktionsfehler oder Komponentenverschleiß – der eigentliche Auslöser ist. Allein durch Prozessanpassungen wird der Blitz vorübergehend unterdrückt; Werkzeug- und Designkorrekturen beseitigen es dauerhaft.
Die kostengünstigste Strategie ist die Vorbeugung: Entwerfen von Trennflächen, Stützstrukturen und Entlüftungsgeometrien gemäß den korrekten Spezifikationen für das spezifische Material, das verarbeitet wird, und Implementierung eines strukturierten vorbeugenden Wartungsprogramms, das Verschleiß erkennt, bevor er zu einem Qualitätsverlust wird.
Verwandte Artikel:
- Verstehen, was ein Short Shot beim Spritzgießen ist: Ursachen, Lösungen und Prävention
- Schrumpfungs- und Verzugskontrolle beim Spritzgießen: Engineering-Leitfaden für OEMs
- Nachbearbeitung von Spritzgussformen: Kann man ein Werkzeug mit 2 Kavitäten in ein Werkzeug mit 4 Kavitäten umwandeln?
- Der ultimative Leitfaden zur Reparatur von Spritzgussformen: Laserschweiß- und Oberflächenbehandlungstechniken
- Auswahlhilfe für hochpräzisen Spritzgussstahl
IMTEC-Form | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

