
Einführung
Beim Kunststoffspritzguss ist die Oberflächenbeschaffenheit eines Teils weit mehr als nur eine kosmetische Entscheidung. Es hat direkten Einfluss darauf, wie sich ein Produkt in der Hand des Verbrauchers anfühlt, wie Licht von seinen Konturen reflektiert wird und, was noch wichtiger ist, wie sauber das Teil während der Produktion aus dem Formhohlraum ausgeworfen wird. Die Wahl der falschen Oberfläche kann zu Mikrokratzern, kosmetischen Einfallstellen oder zum Hängenbleiben von Teilen im Werkzeug führen, was die Ausschussquote drastisch in die Höhe treibt.
Um diese Oberflächen in der gesamten Lieferkette zu standardisieren, hat die Society of the Plastics Industry (heute einfach PLASTICS genannt) das SPI-Klassifizierungssystem für Oberflächenoberflächen eingeführt. Obwohl der Verband seinen Namen aktualisiert hat, bezeichnen globale Werkzeughersteller und Fertigungsingenieure diese immer noch allgemein als „SPI-Standards“.
Das Verständnis der Nuancen dieser Standards – und der Art und Weise, wie verschiedene Polymere mit ihnen interagieren – ist der Schlüssel, um ästhetische Absichten mit der Realität der Fertigung in Einklang zu bringen.

Die 4 primären SPI-Finish-Klassifizierungen
Der SPI-Standard kategorisiert Oberflächen in vier verschiedene Buchstabengrade (A, B, C und D), die durch das Medium und die Methode bestimmt werden, die zum Polieren des Formstahls verwendet werden. Innerhalb jeder Güteklasse geben die Zahlen 1 bis 3 den Bearbeitungsgrad und die daraus resultierende durchschnittliche Oberflächenrauheit (Ra) an.
Klasse A: Glänzende/glänzende Oberflächen (Diamantpolitur)
Oberflächen der Klasse A stellen den Höhepunkt optischer Klarheit und Hochglanzästhetik dar. Diese Oberflächen werden durch sorgfältiges Polieren des Formhohlraums von Hand mit immer feineren Diamantpulver-Polierpasten erreicht.
- SPI A-1: Der höchste Standard, bei dem eine Diamantpolierpaste der Güteklasse 3 verwendet wird, um eine ultraglatte Oberflächenrauheit von etwa 0,012 bis 0,025 Mikrometer Ra zu erreichen. Es entsteht ein spiegelähnliches, stark reflektierendes Finish.
- SPI A-2: Verwendet eine Diamantpaste der Güteklasse 6, was zu einem etwas höheren Ra-Wert (0,025 bis 0,05 Mikrometer) führt, aber einen erstklassigen Glanz beibehält.
- SPI A-3: Poliert mit einer Diamantpaste der Güteklasse 15, die ein scharfes, glänzendes Aussehen bietet, aber ein etwas nachsichtigeres Rauheitsprofil (0,05 bis 0,10 Mikrometer Ra) ermöglicht.
Einblicke in die Fertigung:
Um ein echtes Klasse-A-Finish zu erzielen, sind hochwertige Formstähle mit hoher Härte wie NAK80 oder S136 erforderlich. Standard-Werkzeugstähle enthalten Mikroverunreinigungen oder Porosität; Beim Polieren auf A-1-Niveau „reißen“ diese Verunreinigungen heraus und hinterlassen mikroskopisch kleine Grübchen, die das Finish ruinieren.
Darüber hinaus fungieren Oberflächen der Klasse A als Vergrößerungsglas für interne Teilefehler – jede leichte volumetrische Schrumpfung (Einfallstellen) hinter einer Rippe oder einem Vorsprung wird bei Lichtreflexion sofort sichtbar.
- Häufige Anwendungen: Optische Linsen, transparente Lichtleiter, Gesichtsschutz, Spiegel und hochwertige Gehäuse für Unterhaltungselektronik, bei denen ein hochwertiger Klavierlack-Schwarz- oder kristallklarer Look erforderlich ist.
Klasse B: Halbglänzende Oberflächen (gestreutes Papier)
Oberflächen der Klasse B sind für Teile konzipiert, die ein gepflegtes, professionelles Aussehen erfordern, ohne die extremen Kosten oder die Zerbrechlichkeit einer Spiegeloberfläche. Diese Oberflächen werden durch feinkörniges Schleifpapier erreicht, das in einer linearen, überlappenden Bewegung aufgetragen wird.
- SPI B-1: Veredelt mit 600er-Körnungspapier, wodurch eine außergewöhnlich saubere, halbglänzende Oberfläche mit einer typischen Rauheit von 0,05 bis 0,10 Mikrometern Ra entsteht.
- SPI B-2: Poliert mit 400er-Körnungspapier, bietet es einen moderaten Halbglanz-Look (0,10 bis 0,15 Mikrometer Ra).
- SPI B-3: Mit 320er-Körnungspapier poliert, ergibt sich ein weicher Satinglanz mit sichtbaren, gleichmäßigen Mikrokratzern (0,28 bis 0,35 Mikrometer Ra).
Einblicke in die Fertigung:
Da das Polieren mit Sandpapier ein gerichtetes, lineares Kratzmuster in die Form einbringt, muss der Werkzeugmacher die Polierstriche an der Richtung der Formöffnung (Auswurfweg) ausrichten. Wenn die Kornlinien senkrecht zur Zugrichtung verlaufen, verfängt sich der geformte Kunststoff in den Mikrorillen, was zu Abriebspuren und schwerwiegenden Auswurfschwierigkeiten während des Produktionslaufs führt.
- Häufige Anwendungen: Gehäuse für Verbrauchergeräte, Innenverkleidungen für Kraftfahrzeuge, tragbare Elektronikgehäuse und gewerbliche Bürogeräte.

Klasse C: Matte Oberflächen (Steinpolitur)
Oberflächen der Klasse C zeichnen sich durch ein weiches, mattes, nicht reflektierendes, mattes Aussehen aus. Werkzeugbauer erreichen diese Textur, indem sie Profilierungsölsteine (Gritsteine) verwenden, um den Formstahl aggressiv zu glätten.
- SPI C-1: Wird mit einem feinen Polierstein der Körnung 600 erreicht, was zu einer glatten, matten Oberfläche führt (0,35 bis 0,40 Mikrometer Ra).
- SPI C-2: Mit einem Stein der Körnung 400 veredelt, wodurch eine ausgeprägte matte Textur entsteht (0,45 bis 0,55 Mikrometer Ra).
- SPI C-3: Mit einem gröberen Stein der Körnung 320 veredelt, der alle Bearbeitungsspuren entfernt und ein raueres, völlig flaches, mattes Aussehen (0,63 bis 0,85 Mikrometer Ra) hinterlässt.
Einblicke in die Fertigung:
In industriellen Anwendungen wird Klasse C selten nur zur „Dekoration“ eines Teils gewählt. Vielmehr handelt es sich dabei um das branchenweit bevorzugte „Kosteneffizienz“-Finish. Der Hauptzweck einer Steinpolitur besteht darin, grobe Bearbeitungsspuren (Wellen und Rillen), die von CNC-Fräsern oder EDM-Elektroden hinterlassen werden, schnell und wirtschaftlich zu entfernen. Dies ist die Standardoberfläche für Teile, die der Endbenutzer nie sehen wird.
- Häufige Anwendungen: Interne Strukturrippen, elektronische Halterungen, Automobilstrukturkomponenten, Kraftstofftanks und verdeckte Industrieteile.
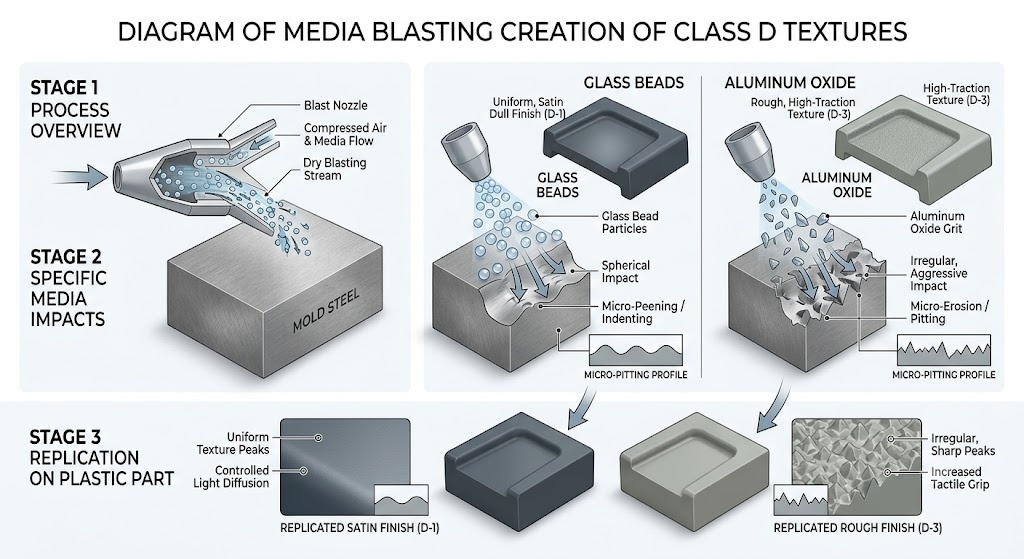
Klasse D: Strukturierte Oberflächen (Strahlen/Sandstrahlen)
Oberflächen der Klasse D sorgen für ein raues, stark strukturiertes oder satiniertes Gefühl. Hierbei handelt es sich um einen „zerstörerischen“ Texturierungsprozess, bei dem der Formhohlraum einem Trockenstrahlverfahren unter hohem Druck ausgesetzt wird.
- SPI D-1: Erstellt durch Strahlen des Formstahls mit feinen Glasperlen, was zu einer gleichmäßigen, satinartigen, matten Oberfläche führt (0,80 bis 1,10 Mikrometer Ra).
- SPI D-2: Mit einem Strahlmittel mittlerer Qualität oder Sand gestrahlt, wodurch eine rauere, rutschfeste Textur entsteht (1,10 bis 1,60 Mikrometer Ra).
- SPI D-3: Mit grobem Aluminiumoxid oder schweren Sandkörnern gestrahlt, was eine sehr fühlbare, raue und völlig flache Oberfläche ergibt (2,30 bis 3,20 Mikrometer Ra).
Einblicke in die Fertigung:
Oberflächen der Klasse D eignen sich hervorragend zum Verbergen von Oberflächenfehlern wie Bindenähten oder kleineren Einfallstellen. Ingenieure müssen jedoch mit einer „Verschlechterung der Textur“ rechnen. Über einen langen Produktionslauf (z. B. Hunderttausende Zyklen) erodieren und „polieren“ abrasive technische Kunststoffe wie glasfaserverstärktes Nylon langsam die scharfen Spitzen eines gestrahlten Formhohlraums. Infolgedessen kann sich eine D-1-Textur im Laufe der Zeit allmählich in eine halbmatte Textur verwandeln, sodass die Form aus der Produktion genommen und erneut gestrahlt werden muss, um die ursprüngliche Spezifikation wiederherzustellen.
- Häufige Anwendungen: Robuste Werkzeuggriffe, Lenkräder aus Kunststoff, strukturierte Gepäckschalen, Griffe für Unterhaltungselektronik und Industriegehäuse zum Abdecken von Fingerabdrücken und Kratzern.
Vergleichstabelle der SPI-Oberflächenbeschaffenheit
| SPI-Klasse | Endbearbeitungsmethode / Medium | Typischer Rauheitsdurchschnitt (Ra – Mikrometer) | Typischer Rauheitsdurchschnitt (Ra – Mikrozoll) | Visuelles Erscheinungsbild und Glanzgrad | Relativer Werkzeugkostenmultiplikator |
|---|---|---|---|---|---|
| A-1 | Diamant-Buff der Stufe 3 | 0,012 bis 0,025 | 0,5 bis 1,0 | Hoher Spiegelglanz, stark reflektierend | 2,5x bis 3,0x |
| A-2 | Diamant-Buff der Stufe 6 | 0,025 bis 0,05 | 1,0 bis 2,0 | Hochglanzpolitur, gutes Reflexionsvermögen | 2,0x bis 2,5x |
| A-3 | Diamant-Buff der Güteklasse 15 | 0,05 bis 0,10 | 2,0 bis 4,0 | Hochglanz, weiche Reflexionen | 1,5x bis 2,0x |
| B-1 | 600er-Körnungspapier | 0,05 bis 0,10 | 2,0 bis 4,0 | Halbglänzend, feiner linearer Glanz | 1,3x |
| B-2 | 400er Schleifpapier | 0,10 bis 0,15 | 4,0 bis 6,0 | Mittlerer Seidenglanz | 1,2x |
| B-3 | 320er Schleifpapier | 0,28 bis 0,35 | 11,0 bis 14,0 | Weicher Satin, milder Glanz | 1,1x |
| C-1 | Stein mit Körnung 600 | 0,35 bis 0,40 | 14,0 bis 16,0 | Fein matt, nicht reflektierend | 1,0x (Basislinie) |
| C-2 | Stein mit Körnung 400 | 0,45 bis 0,55 | 18,0 bis 22,0 | Mittelmattes, flaches Finish | 0,9x |
| C-3 | Stein mit Körnung 320 | 0,63 bis 0,85 | 25,0 bis 34,0 | Grob matt, löscht Werkzeugspuren | 0,8x |
| D-1 | Trockenes Glasperlenstrahlen | 0,80 bis 1,10 | 32,0 bis 44,0 | Matter Satin, feine Perlmuttstruktur | 1,2x |
| D-2 | Feiner Sandstrahl | 1,10 bis 1,60 | 44,0 bis 64,0 | Matt strukturiert, völlig flach | 1,3x |
| D-3 | Grober Sand/Oxidstrahl | 2,30 bis 3,20 | 90,0 bis 130,0 | Sehr raue, griffige Textur | 1,4x |
Schlüsselfaktoren bei der Auswahl einer SPI-Oberflächenveredelung
Die Auswahl einer Oberflächenbeschaffenheit erfordert einen kalkulierten Kompromiss zwischen Materialeigenschaften, Geometrie und Budget. Hier sind die Kernfaktoren, die Ihre Entscheidung für die Fertigung (DFM) leiten sollten.
Materialauswahl: Kristalline vs. amorphe Polymere
Die Molekularstruktur Ihres Kunststoffharzes bestimmt direkt, wie gut es das Finish der Form nachbildet.
- Amorphe Polymere (z. B. Polycarbonat, ABS, Acryl/PMMA) haben eine zufällige molekulare Anordnung, die perfekt auf poliertem Stahl verläuft. Sie zeichnen sich dadurch aus, dass sie Diamantoberflächen der Klasse A für absolute Transparenz oder Hochglanz aufnehmen.
- Kristalline Polymere (z. B. Nylon/PA, Polypropylen, Polyethylen) unterliegen beim Abkühlen einer strukturierten Kristallisation, was zu einer stärkeren Schrumpfung führt. Wenn man diesen Materialien aus Festigkeitsgründen Glasfasern (GF) hinzufügt, neigen die Fasern außerdem dazu, an die Oberfläche zu schwimmen. Die Angabe eines Klasse-A-Finishs für 30 % glasfaserverstärktes Nylon ist Kapitalverschwendung – die Oberfläche sieht von Natur aus streifig und fleckig aus. Diese Materialien schneiden bei Oberflächen der Klasse C oder D deutlich besser ab.
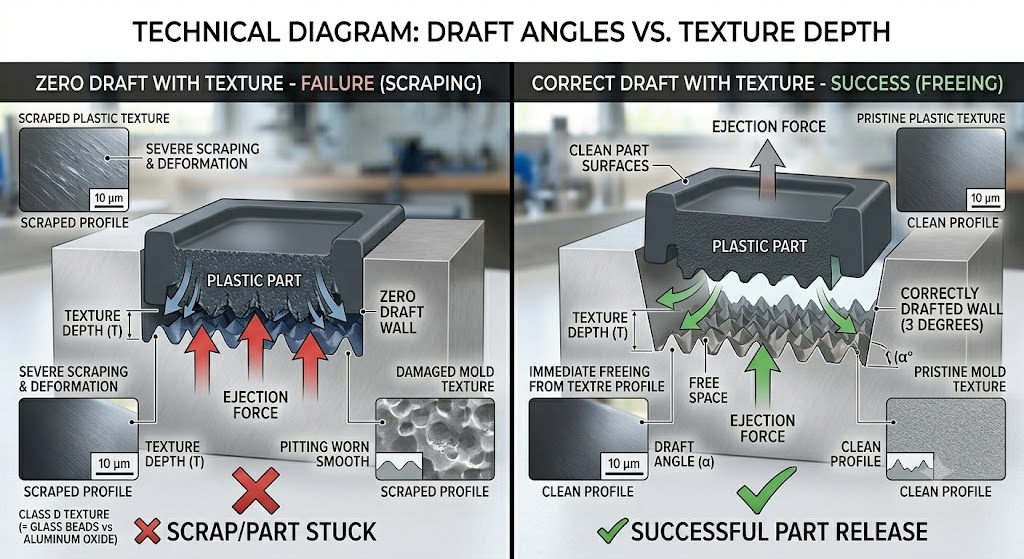
Die Draft-Angle-Strafe
Oberflächentexturen erzeugen mikroskopisch kleine Gipfel und Täler. Beim Öffnen der Form muss sich das Kunststoffteil sauber lösen lassen. Fehlen die vertikalen Wände des Teils an ausreichender Formschräge (Konizität), wird der strukturierte Stahl beim Auswerfen physisch am kühlenden Kunststoff kratzen, reißen oder Spuren hinterlassen.
- Die goldene Branchenregel: Für glatte Standardoberflächen (Klasse A und B) ist ein Mindestschrägewinkel von 0,5 bis 1,0 Grad pro Seite akzeptabel.
- Texturierte Faustregel: Bei sandgestrahlten Oberflächen der Klasse D müssen Sie pro 0,025 mm (entspricht 1 mil oder 0,001 Zoll) Strukturtiefe etwa 1 Grad zusätzlicher Formschräge hinzufügen. Wird dies nicht berücksichtigt, kommt es zu starken Schleifspuren und Verformungen der Teile.
Werkzeugkosten und Lieferzeiten
Wie in der Vergleichstabelle gezeigt, erhöht ein Klasse-A-Finish die Herstellungskosten der Form erheblich. Das Handpolieren eines Werkzeugs auf ein A-1-Finish kann die Vorlaufzeit für das Werkzeug um Tage oder sogar Wochen verlängern, da es Schritt für Schritt erfolgen muss (z. B. kann man nicht von einem 320er-Schleifstein direkt zu Diamantpaste wechseln, ohne die Stahlmatrix zu beschädigen). Steinoberflächen der Klasse C sind bei weitem am schnellsten und kostengünstigsten herzustellen.
Teilfunktionalität
Berücksichtigen Sie die Endnutzungsumgebung. Hochglänzende Oberflächen der Klasse A sind berüchtigte Kratzmagnete und zeigen sofort fettige Fingerabdrücke. Wenn ein Produkt täglich angefasst werden soll (z. B. ein Controller oder ein elektronischer Griff), sorgt eine Satintextur der Klasse D für taktile Reibung und verbirgt gleichzeitig erfolgreich Abnutzungserscheinungen über die gesamte Lebensdauer des Produkts.
So geben Sie SPI-Oberflächen in technischen Zeichnungen an
Eine klare Kommunikation verhindert kostspielige Nacharbeiten an Werkzeugen. Wenden Sie bei der Erstellung Ihrer Produktionspläne oder 2D-Konstruktionszeichnungen die folgenden Best Practices der Branche an:
- Vermeiden Sie allgemeine Hinweise: Schreiben Sie niemals „Außenflächen polieren“ in die Zeichnungsnotizen. Dies überlässt die Definition völlig der Interpretation. Verwenden Sie stattdessen explizite Hinweise wie:
Die Oberflächenbeschaffenheit der sichtbaren kosmetischen Flächen muss SPI A-2 sein. - Verwenden Sie Textur-Grenz-Splines: Wenn ein einzelnes Formteil mehrere Oberflächen aufweist (z. B. ein glänzender Akzentstreifen der Klasse A auf einem strukturierten Gehäuse der Klasse D), zeichnen Sie eine saubere, gestrichelte Grenzlinie auf Ihrem 2D-Druck, um die genauen Übergangszonen anzuzeigen.
- Querverweis auf globale Standards: Wenn Sie mit globalen Lieferketten zu tun haben, ist Ihr Fertigungspartner möglicherweise eher mit der europäischen VDI 3400 (die auf Funkenerosionsskalen basiert) oder proprietären Texturkatalogen wie Mold-Tech vertraut. Beachten Sie gegebenenfalls die äquivalenten Werte (z. B. SPI C-1 entspricht in etwa den VDI 18 bis 21).
- Fordern Sie Plaketten mit physischer Textur an: Bevor Sie einen Werkzeugbauer mit der Texturierung eines mehrere tausend Dollar teuren Formhohlraums beauftragen, fordern Sie einen physischen Musterchip an, der in Ihrem geformt wurde genau ausgewähltes Harzmaterial. Die Texturen sehen auf natürlichem Polypropylen ganz anders aus als auf schwarzem Polycarbonat.
Abschluss
Die Beherrschung der SPI-Standards für die Oberflächenbeschaffenheit schließt die Lücke zwischen industriellen Designkonzepten und der tatsächlichen Fertigungsleistung. Wenn Sie verstehen, dass eine Oberfläche der Klasse A erstklassigen Werkzeugstahl und ein makelloses Teiledesign erfordert, oder dass eine Textur der Klasse D großzügige Entformungsschrägen erfordert, können Sie Produktionsengpässe vermeiden, die Ausschussrate Ihrer Teile senken und Ihr Werkzeugbudget kontrollieren.
Konsultieren Sie in der frühen DFM-Phase immer Ihren Spritzgusspartner, um Ihre Materialauswahl, Ihren geometrischen Entwurf und den gewünschten SPI-Standard abzustimmen, bevor Sie Stahl schneiden.

