
Im modernen industriellen Spritzguss – insbesondere in den anspruchsvollen nordamerikanischen Lieferketten für Automobil, Luft- und Raumfahrt sowie medizinische Geräte – hat der Trend zu strukturellem Leichtbau und Komponentenintegration zu einer beispiellosen Abhängigkeit von dünnwandigen Profilen und komplexen, faserverstärkten Polymermatrizen geführt. Während diese Fortschritte zu erheblichen Material- und Masseneffizienzen führen, erhöhen sie das Risiko lokaler mechanischer Ausfälle und kosmetischer Abstoßungen aufgrund von Verbindungs- und Schweißnähten erheblich. Diese strukturellen Grenzflächen sind keine einfachen Oberflächenfehler, sondern stellen tiefe Diskontinuitäten innerhalb der geformten Matrix dar, in denen Polymerketten nicht ausreichend interdiffundieren können. Um knappe OEM-Margen zu schützen und strenge mechanische Sicherheitsstandards einzuhalten, können Hersteller die Sanierung der Stricklinie nicht länger als eine Reihe von Versuch-und-Irrtum-Anpassungen an der Druckmaschine betrachten. Stattdessen müssen Entwicklungsteams eine datengesteuerte Methodik einführen, die quantitative Werkstattinspektionen nahtlos mit fortschrittlicher prädiktiver Simulation und optimierten Werkzeuglayouts verbindet.
Erkennen und Prüfen von Stricklinien: Übergang von visuellen zu quantitativen Metriken
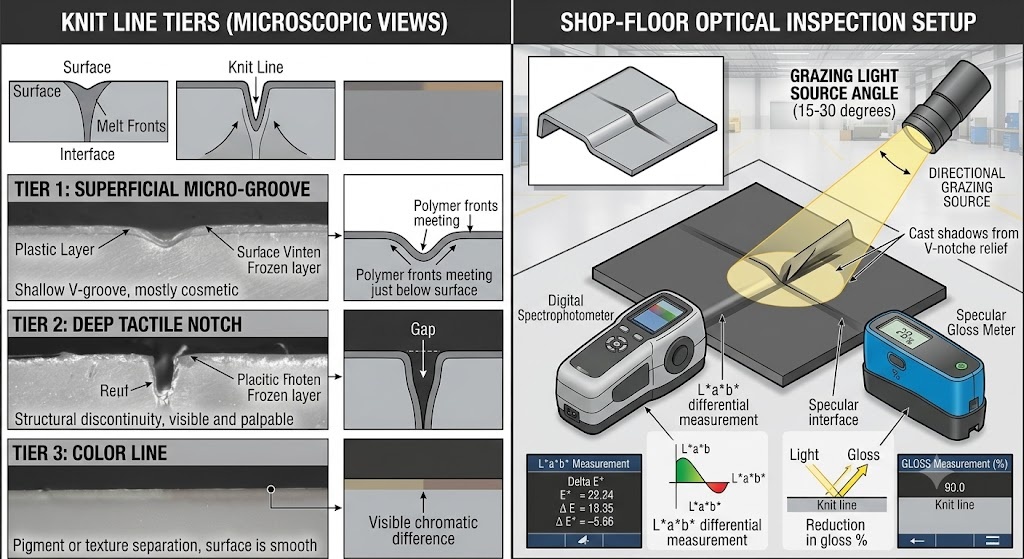
Um einen robusten Qualitätskontrollrahmen zu schaffen, müssen Spritzgießbetriebe subjektive visuelle Bewertungen eliminieren und sie durch präzise, quantifizierbare Metriken ersetzen. In der Produktion kategorisiert die traditionelle Sichtprüfung häufig Probleme mit Stricklinien anhand vager qualitativer Beschreibungen. Eine echte Prozesskontrolle erfordert die Umwandlung dieser qualitativen Beobachtungen in digitale, wiederholbare Variablen. Die Oberflächenmorphologie muss in verschiedene physikalische Ebenen eingeteilt werden: oberflächliche Mikrorillen, tiefe fühlbare Kerben und unterschiedliche lokale Verfärbungen. Mithilfe spezieller Bildgebungstechniken wie Streiflicht mit geringem Winkel und kontrastreicher Projektionsbildgebung können Qualitätsingenieure Oberflächenabweichungen kartieren. Bei kosmetischen Komponenten müssen Spektralfotometer verwendet werden, um chromatische Verschiebungen über die Grenzfläche unter Verwendung des standardisierten CIELAB-Farbraums aufzuzeichnen und einen oberen Schwellenwert festzulegen, z. B. Delta E_ab kleiner oder gleich 0,5. Gleichzeitig sind Kontaktglanzmessgeräte erforderlich, um lokale Spiegelglanzreduzierungen zu quantifizieren und sicherzustellen, dass der Schweißbereich innerhalb eines bestimmten Toleranzwerts mit der Nenntextur übereinstimmt.
Bei tragenden oder flüssigkeitskritischen technischen Bauteilen machen zerstörungsfreie Oberflächenmessungen nur die Hälfte des Validierungsprotokolls aus. Die mechanische Integrität muss durch strenge standardisierte zerstörende Prüfverfahren bestätigt werden. Technische Protokolle müssen vorschreiben, dass Zugprüfstäbe (gemäß ASTM D638 oder ISO 527) direkt aus Produktionskomponenten entnommen werden, wobei die Verbindungslinie genau in der Mitte der Messlänge lokalisiert werden muss. Die mechanische Leistung dieser Proben wird dann mit identischen Basisproben verglichen, die ohne Schnittstelle geformt wurden, um den Schweißnahtfestigkeits-Retentionsfaktor (WRF) zu berechnen, der durch die folgende Klartextgleichung ausgedrückt wird:
Während ein ästhetisches Verbrauchergehäuse einen erheblichen Festigkeitsverlust tolerieren kann, sofern die Farbabweichung vernachlässigbar ist, unterliegen kritische Automobilkomponenten unter der Motorhaube oder Verteiler für medizinische Flüssigkeiten häufig strengen Qualitätsschwellenwerten und weisen jede Charge zurück, die unter einen Retentionswert von 90 Prozent oder 95 Prozent fällt. Wenn eine Schweißnaht unter diese vorgegebenen Schwellenwerte fällt, müssen Qualitätsingenieure sofort eine vierstufige Checkliste für die Werkstattinspektion durchführen:
- Überprüfen Sie die tatsächlichen Temperaturen der Schmelze und des Formhohlraums mit kalibrierten Thermosonden.
- Dokumentieren Sie das taktile Tiefenprofil mit einem Oberflächenprofilometer.
- Vergleichen Sie das Gewicht des lokalisierten Teils mit den Nenngrenzen, um eine Unterfüllung festzustellen.
- Wenn der Fehler weiterhin besteht, entnehmen Sie Proben für metallografische Querschnittsschnitte oder Rasterelektronenmikroskopie (REM), um sie auf eingeschlossene mikroskopisch kleine flüchtige Stoffe oder lokalisierte Faserfehlausrichtungen entlang der Bruchoberfläche zu untersuchen.
Ursachen und prädiktive Simulation: Physik mit umsetzbaren Erkenntnissen verbinden
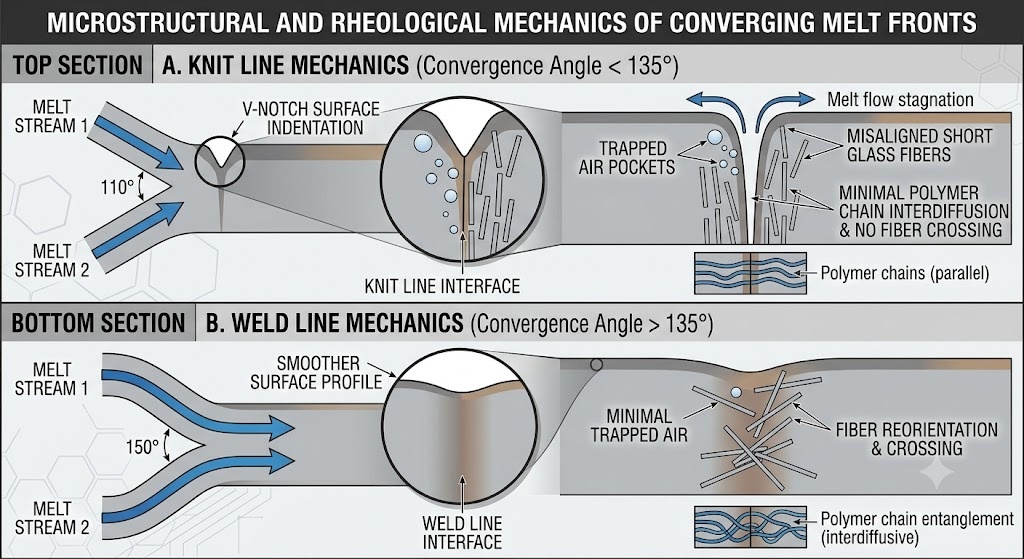
Eine Verbindungslinie entsteht, wenn zwei oder mehr unterschiedliche Polymerschmelzfronten frontal im Formhohlraum in einem Konvergenzwinkel von weniger als 135 Grad aufeinandertreffen. Wenn der Konvergenzwinkel diesen Schwellenwert überschreitet, wird die Grenze technisch als Bindenaht klassifiziert, sodass sich die parallel fließenden Ströme natürlicher vermischen können. Die zugrunde liegende Physik, die die Stärke und Sichtbarkeit dieser Grenzfläche bestimmt, hängt vollständig vom thermodynamischen Zustand des Materials während der Konvergenz ab. Während sich die Schmelze durch die Kavität bewegt, entsteht durch den Kontakt mit dem kühleren Formstahl eine gefrorene Grenzschicht, die den aktiven Strömungskanal kontinuierlich verengt. Wenn die lokale Schmelztemperatur in der Nähe des Übergangspunkts des Materials sinkt oder wenn der lokale Einspritzdruck aufgrund langer Fließwege abnimmt, fehlt den Molekülketten die nötige Wärmeenergie und Packungskraft, um die Grenzfläche zu durchqueren und ineinander zu diffundieren. Darüber hinaus zwingen die geteilten Strömungswege anisotrope Verstärkungen, wie z. B. kurze Glasfasern, von Natur aus dazu, sich parallel zur Begegnungsgrenze zu drehen, wodurch jegliche mechanische Überbrückung an der Verbindungsstelle vollständig vermieden wird.
Anstatt diese physikalischen Phänomene durch teure Trial-and-Error-Modifikationen nach dem Schneiden von Werkzeugstahl anzugehen, sollten in der Produktdesignphase fortschrittliche Finite-Elemente-CAE-Tools (wie Autodesk Moldflow, Moldex3D oder Sigmasoft 3D) eingesetzt werden. Ingenieure müssen über einfache, binäre visuelle Diagramme hinausblicken und quantitative Analysekriterien bewerten. Zu den wichtigsten Simulationsergebnissen gehören die Verfolgung von Geschwindigkeitsvektor-Stagnationspunkten, die Identifizierung lokaler Temperaturabfälle an der Verbindungsstelle und die Extraktion des numerischen Schweißlinienintensitätsindex (VHI). Eine äußerst zuverlässige Methode zur Bewertung der strukturellen Integrität besteht darin, die projizierten Faserorientierungstensoren direkt aus der Injektionssimulation in nachgelagerte strukturelle FEA-Pakete abzubilden, sodass Konstrukteure lokale Spannungskonzentrationen unter realen mechanischen Belastungen simulieren können. Um eine genaue Vorhersage zu gewährleisten, müssen Simulationsmodelle hochverfeinerte 3D-Netze verwenden, die aus mindestens 10 bis 12 Schichten über dünne Wandabschnitte hinweg bestehen, kombiniert mit verifizierten Materialcharakterisierungsdaten und genauen Maschinenreaktionsparametern.
Um diese virtuellen CAE-Diagnosen in praktische Lösungen für die Werkstatt umzusetzen, sollten Entwicklungsteams einem standardisierten Diagnose-Entscheidungsbaum folgen. Wenn eine Simulation auf ein inakzeptables Bindenahtrisiko hinweist, muss der Ingenieur Variablen systematisch bewerten und isolieren, anstatt Parameter nach dem Zufallsprinzip anzupassen. Prüfen Sie zunächst, ob die Kreuzung durch Verschieben der Gate-Positionen in einen unkritischen Bereich verschoben werden kann. Wenn geometrische Einschränkungen eine Anschnittverlagerung unmöglich machen, besteht der nächste Schritt darin, das lokale Wärmemanagement zu bewerten und zu beurteilen, ob variable Anpassungen der Formtemperatur die molekulare Bindung verbessern können. Wenn schließlich die thermischen Anpassungen nicht ausreichen, muss die mechanische Wandstärke geändert werden, um den lokalen Strömungswiderstand zu verringern und den Packungsdruck zu erhöhen. Diese strukturierte Methode stellt sicher, dass Änderungen an Werkzeugen und Prozessen auf fundierten technischen Grundsätzen basieren, was die Entwicklungszyklen erheblich verkürzt und kostspielige technische Änderungsaufträge (ECOs) spät im Einführungszyklus verhindert.
Strategien für Formdesign und Anschnittpositionierung: Steuerung von Fließwegen und thermischen Anordnungen
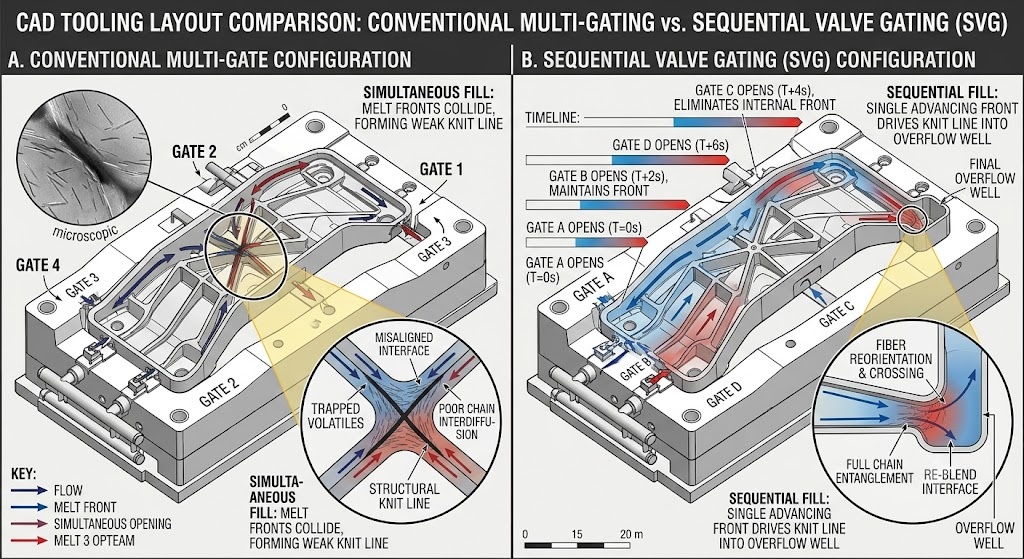
Die primäre Methode zur Eliminierung oder Neupositionierung von Verbindungslinien ist die strategische Platzierung des Angusssystems des Werkzeugs. Die Auswahl der Angussgeometrie – ob präzise Direktventilanschnitte, Randanschnitte oder Fächeranschnitte – bestimmt das anfängliche Füllmuster und steuert direkt, wie sich die Fließfronten um Kernstifte oder interne Ausschnitte herum teilen und wieder zusammenführen. Bei der Konstruktion komplexer Teile müssen Ingenieure genaue Regeln für die Fließstrecke und die maximal zulässigen Verhältnisse von Fließlänge zu Wandstärke festlegen. Beispielsweise wird in der dünnwandigen Unterhaltungselektronik häufig eine SVG-Strategie (Sequential Valve Gating) eingesetzt. Durch den Einsatz elektronisch gesteuerter hydraulischer oder pneumatischer Stifte zum Öffnen der Ventilverschlüsse in einer präzisen, zeitgesteuerten Reihenfolge können Ingenieure die Bildung interner Verbindungslinien vollständig verhindern, indem sie eine einzelne, kontinuierliche Schmelzefront dazu zwingen, über die Kavität zu streichen und Schweißlinien in periphere Gratbereiche oder nichtstrukturelle Kanten zu verschieben.
Über die Anschnittplatzierung hinaus ist die Steuerung der thermischen Leistung innerhalb des Formstahls von entscheidender Bedeutung für die Optimierung der Qualität der Verbindungslinie. Herkömmliche, gerade gebohrte Kühlleitungen lassen oft tiefe Kernabschnitte und komplexe Ecken von einer effektiven thermischen Kühlung isoliert, was zu lokalen Hotspots oder starken Temperaturgradienten führt, die die Verbindungslinie der Verbindungslinie schwächen. Durch den Ersatz herkömmlicher Leitungen durch fortschrittliche konforme Kühlkanäle – hergestellt durch direktes Metall-Laser-Sintern (DMLS) – können Kühlleitungen den exakten Konturen der Teilekavität folgen. Dies gewährleistet eine äußerst gleichmäßige Wärmeableitung und ermöglicht ein präzises lokalisiertes Rapid Heat Cycle Molding (RHCM). Durch die Verwendung von Dampf oder Hochtemperatur-Druckwasser zum schnellen Erhitzen des lokalen Bindelinienbereichs während des Befüllens und den anschließenden Wechsel zu kaltem Wasser für eine schnelle Verfestigung können Hersteller die Oberflächentemperatur der Kavität während der Bindelinienbildung über dem Glasübergang oder dem kristallinen Schmelzpunkt des Harzes halten. Dadurch werden Oberflächenkerben vollständig eliminiert und die Polymerkettenverschränkung maximiert.
| Werkzeugstrategie | Typischer Werkzeugkostenaufschlag | Auswirkungen auf die Zykluszeit | Verbesserung der Stricklinienfestigkeit | Beste Anwendungsanpassung |
| Konventionelle maschinelle Kühlung | Grundlinie (0 Dollar) | Grundlinie (25 bis 45 Sekunden) | Minimal (0 bis 10 Prozent Verbesserung) | Geringwandige, dickwandige Strukturblöcke. |
| Konformer Kühleinsatz (DMLS) | 15 bis 30 Prozent | Reduzierung um 15 bis 30 Prozent | Steigerung um 15 bis 30 Prozent | Komplexe Automobilverkleidungen, medizinische Teile mit mehreren Hohlräumen. |
| Sequentielles Nadelverschlusssystem (SVG) | 25 bis 40 Prozent | Neutral | Verlagert den Defekt vollständig | Große Karosserieteile, Instrumententafeln, lange Abdeckungen. |
| Rapid Heat Cycle Molding (RHCM) | 40 bis 60 Prozent | Steigerung um 10 bis 25 Prozent | Steigerung um 40 bis 70 Prozent | Hochglänzende Consumer-Displays, medizinische Optikgehäuse. |
Vor der Implementierung dieser fortschrittlichen Werkzeugmodifikationen müssen die Entwicklungsteams vorab eine strenge Kapitalrendite (ROI) und Risikobewertung durchführen. Während das Hinzufügen eines konformen DMLS-Einsatzes oder eines SVG-Verteilers die anfänglichen Investitionsausgaben für Werkzeuge um Zehntausende von Dollar erhöhen kann, müssen diese Kosten sorgfältig gegen langfristige Betriebskennzahlen abgewogen werden. Bei einem großvolumigen Automobilproduktionslauf über mehrere Jahre rechtfertigt eine 20-prozentige Verkürzung der Zykluszeit in Kombination mit einer erheblichen Reduzierung der Ausschussraten problemlos den Vorab-Werkzeugaufschlag. Umgekehrt stellt für medizinische Komponenten mit geringerem Volumen die Änderung der Wanddicke der Teile oder der Einbau lokaler Überlaufschächte – die die kalten Schlacken am Ende der Fließfront auffangen und nach dem Formen sauber entfernt werden können – eine kostengünstigere Alternative dar, mit der die erforderlichen mechanischen Spezifikationen erreicht werden, ohne das Investitionsbudget des Projekts zu überschreiten.
Kompromisse bei Verarbeitung, Materialien und Produktion: Optimierung von Parametermatrizen
Wenn Werkzeugänderungen durch Budget oder Zeitrahmen eingeschränkt sind, müssen sich Ingenieure auf systematische Prozessoptimierung und sorgfältige Materialauswahl verlassen, um die Leistung der Stricklinie zu verwalten. Die molekulare Struktur des Rohpolymers bestimmt sein rheologisches Verhalten während der Konvergenz der Schmelzfront. Ungefüllte Standardharze wie Polypropylen (PP) oder amorphes Acrylnitril-Butadien-Styrol (ABS) fließen leicht und verbinden sich leicht bei niedrigeren relativen Energien. Technische Hochtemperaturkunststoffe wie Polycarbonat (PC), Polyamid 6/66 (PA6/PA66) und Polyphenylenoxid (PPO) stellen jedoch – insbesondere wenn sie mit 30 bis 50 Prozent Glasfasern oder mineralischen Modifikatoren gefüllt sind – große rheologische Herausforderungen dar. Bei diesen fortschrittlichen Verbindungen müssen Parameteranpassungen einer hochstrukturierten Verarbeitungsmatrix „konservativ bis aggressiv“ folgen, um eine Materialverschlechterung oder eine Verlängerung der Zykluszeit zu vermeiden.
Um Strickliniendefekte in der Produktion systematisch zu beheben, sollten Techniker eine umfassende Richtlinie zu Material- und Verarbeitungsparametern zu Rate ziehen. Anpassungen sollten immer nacheinander durchgeführt werden, damit sich der Prozess nach jeder Änderung über mehrere Zyklen stabilisieren kann, um die Auswirkungen auf die Teilequalität und die strukturelle Leistung genau zu messen:
| Harzmatrixtyp | Empfohlener Schmelzbereich (Grad C) | Empfohlener Formbereich (Grad C) | Schritt zur Abstimmung der Primäreinspritzgeschwindigkeit | Erwartete Beibehaltung der Festigkeit der Stricklinie (%) |
| Ungefülltes Polypropylen (PP) | 200 - 240 | 30 - 60 | Moderat Progressiv (10 %-Schritte) | 85 % – 95 % |
| ABS (Ästhetische Qualität) | 220 - 260 | 50 - 80 | Hochgeschwindigkeitsprofil (Schnell durch die Strickzone) | 80 % - 90 % |
| Polycarbonat (PC) | 280 - 320 | 80 - 110 | Hohe konstante Geschwindigkeit mit hohem Pack | 70 % – 85 % |
| PA66-GF30 (30 % glasgefüllt) | 270 - 300 | 80 - 120 | Ultrahohe Geschwindigkeit (maximale Schererwärmung) | 35 % – 55 % |
| PPO (modifiziert / strukturell) | 260 - 310 | 70 - 100 | Hohe Geschwindigkeit, gefolgt von sofortiger Packverschiebung | 50 % – 70 % |
Wenn optimierte Verarbeitungsparameter eine sichtbare Verbindungslinie an einem hochästhetischen Bauteil nicht vollständig beseitigen können, sind möglicherweise sekundäre Nachbearbeitungsvorgänge erforderlich. Nachbehandlungsoptionen nach dem Formen – einschließlich mechanischem Schleifen, automatisiertem Grundieren und Lackieren, chemischem Dampfpolieren oder lokaler Ultraschallverschmelzung – können Oberflächenfehler wirksam maskieren, führen jedoch zu erheblichen Kompromissen bei der Produktion. Während eine sekundäre Polyurethanbeschichtung oder eine chemische Lösungsmittelwäsche die makellose, hochglänzende Oberfläche eines amorphen Verbrauchergehäuses wiederherstellen kann, erhöhen diese Vorgänge die Gesamtstückkosten, erfordern zusätzlichen Arbeitsaufwand und erhöhen die Ausschussquote aufgrund von Handhabungsfehlern. Darüber hinaus beheben Oberflächenveredelungen keine zugrunde liegenden strukturellen Mängel. Wenn Glasfasern unter einer lackierten Oberfläche falsch ausgerichtet bleiben, versagt das Teil unter mechanischer Belastung. Betriebsleiter müssen diese Endbearbeitungskosten sorgfältig gegen die langfristigen Kapitalinvestitionen für fortschrittliche Werkzeugaufrüstungen abwägen und die Option wählen, die Qualität, Kosten und Komponentenzuverlässigkeit am besten in Einklang bringt.
Beschleunigen Sie Ihre Werkzeug- und Verarbeitungsleistung
Um Ausfälle an Stricklinien zu vermeiden, ist es erforderlich, vorausschauendes Engineering mit einer disziplinierten Qualitätskontrolle in Einklang zu bringen. Laden Sie unser umfassendes, betriebsbereites Produkt herunter Checkliste zur Fehlerbehebung und Simulationskalibrierung der Stricklinie (PDF) , enthält Schritt-für-Schritt-Vorlagen für die Anpassung der Formmaschine, Ziel-VHI-Vernetzungsparameter und ASTM/ISO-Validierungsformulare.
Benötigen Sie sofortige technische Unterstützung für ein aktives Programm? Kontaktieren Sie noch heute unser technisches Team, um einen Termin für einen fortgeschrittenen Termin zu vereinbaren CAE-Simulationsüberprüfung und Formenlayout-Audit . Unsere nordamerikanischen Fertigungsspezialisten bieten detaillierte Diagnoseabwicklungen innerhalb von 3 bis 5 Werktagen.

