
Thermoplastisches Polyurethan (TPU) schließt die Lücke zwischen flexiblem Gummi und starrem Kunststoff. TPU ist für seine außergewöhnliche Elastizität, Verschleißfestigkeit und hohe Zugfestigkeit bekannt und erfreut sich in der globalen industriellen Fertigung großer Beliebtheit. Allerdings erfürdert die Verarbeitung dieses einzigartigen Polyurethan-Elastomers ein tiefes Verständnis seiner verborgenen technischen Feinheiten.
Dieser Leitfaden bietet technische Einblicke in TPU-Eigenschaften, Verarbeitungsparameter, Geheimnisse des Formendesigns und Fehlerbehebungsstrategien zur Optimierung Ihrer Produktionslinie und zur Sicherung einer ertragsstarken B2B-Komponentenfertigung.
1. Schlüsseleigenschaften und das Auswahldilemma
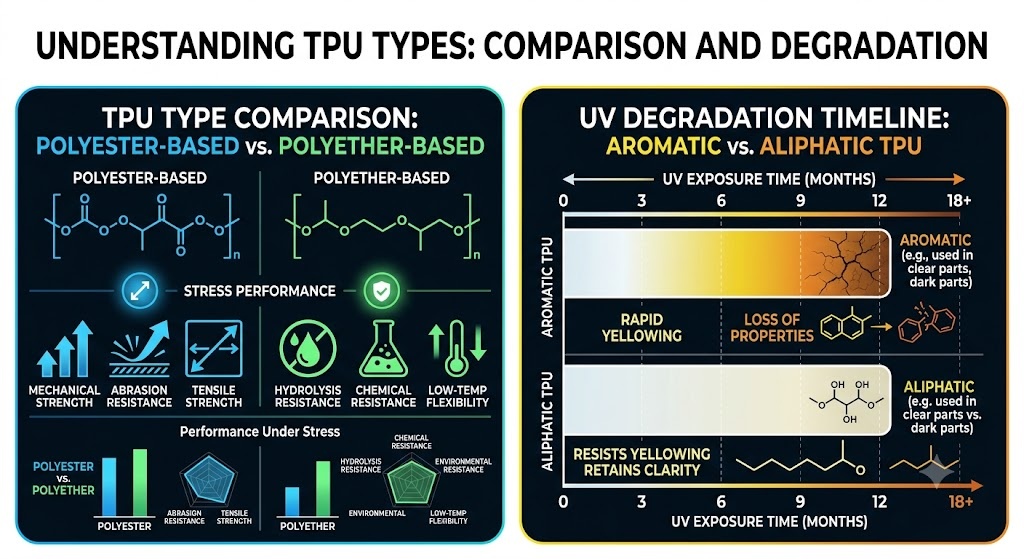
Um die richtige TPU-Qualität auszuwählen, müssen Sie über die grundlegenden Shore-Härtetabellen hinausgehen. Industrielle Beschaffungs- und Produktdesignteams müssen zunächst die grundlegenden chemischen Unterschiede ausgleichen: TPU auf Polyesterbasis im Vergleich zu TPU auf Polyetherbasis .
TPU auf Polyesterbasis:
- Mechanische Festigkeit: Überragende Zug- und Reißfestigkeit.
- Abriebfestigkeit: Hervorragend (Ideal für stark beanspruchte Teile wie industrielle Möbelrollen).
- Hydrolysebeständigkeit: Schlecht (anfällig für Feuchtigkeitsabbau).
- Flexibilität bei niedrigen Temperaturen: Gut.
- Mikrobielle Resistenz: Niedrig.
TPU auf Polyetherbasis:
- Mechanische Festigkeit: Mäßig.
- Abriebfestigkeit: Gut.
- Hydrolysebeständigkeit: Hervorragend (Ideal für nasse oder untergetauchte Umgebungen).
- Flexibilität bei niedrigen Temperaturen: Überlegen (behält die Elastizität auch bei extrem niedrigen Temperaturen).
- Mikrobielle Resistenz: Hoch.
Pro-Tip: The Hidden Cost of Yellowing
Stundardmäßige aromatische TPUs weisen molekulare Strukturen auf, die sich unter UV-Strahlung zersetzen und dazu führen, dass klare Teile eine unansehnliche Gelbfärbung annehmen. Für High-End-Konsumgüter, spezielle Servokabelummantelungen oder sichtbare Fahrzeuginnenräume müssen Ingenieure die Beschaffung durchführen aliphatische TPU-Typen . Die aliphatische Chemie ist von Natur aus resistent gegen UV-Licht und bewahrt die optische Klarheit und Farbstabilität über eine längere Produktlebensdauer.
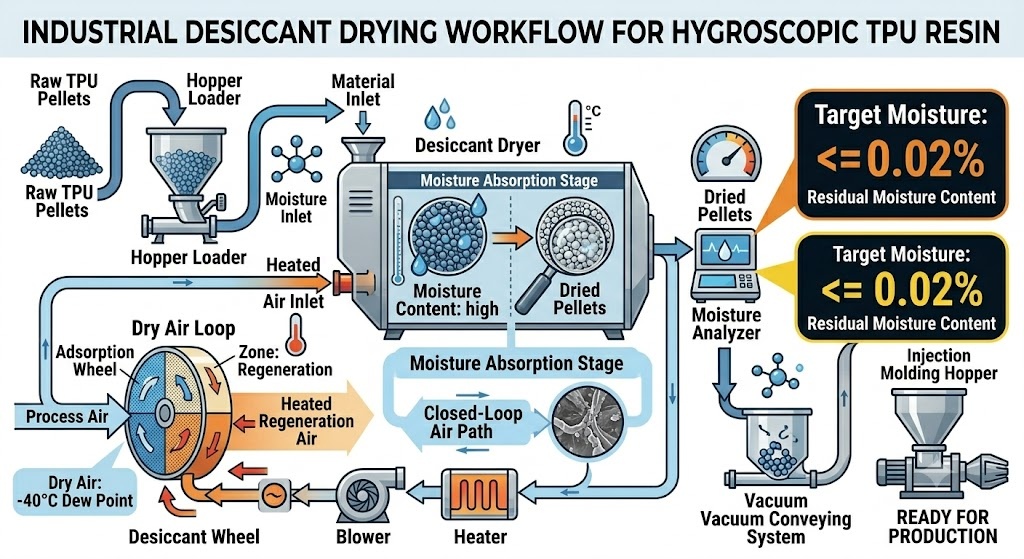
2. Materialvorbereitung: Über die Grundtrocknung hinaus
Wenn es beim TPU-Spritzgießen einen einzigen Fehlerpunkt gibt, ist es Feuchtigkeit. TPU ist stark hygroskopisch; Es nimmt aktiv Wasserdampf aus der Umgebungsluft auf. Die Verarbeitung von nassem Harz führt zu irreversibler hydrolytischer Abbau – eine chemische Reaktion, bei der Wasser bei hohen Temperaturen die Polyurethan-Polymerketten spaltet und die mechanischen Eigenschaften des Materials vollständig zerstört.
- Die Taupunktmetrik: Standard-Heißlufttrichter reichen nicht aus. Sie müssen einen Adsorptionstrockner verwenden, der einen Taupunkt von halten kann -40°C oder niedriger.
- Trocknungsparameter: Trocknen Sie das Frischharz bei 80°C bis 90°C for 3 bis 4 Stunden . Der Zielfeuchtigkeitsgehalt vor Eintritt in das Injektionsrohr muss unbedingt eingehalten werden 0,02 % oder weniger .
Profi-Tipp: Die 20 %-Regrind-Regel
Während industrielle Kostensenkungen die Wiederverwendung von Angüssen und Angusskanälen erfordern, muss die thermische Historie von TPU streng überwacht werden.
Das Goldene Gesetz: Mischen Sie niemals mehr als 15 % bis 20 % Regenerat (recycelter Schrott) mit reinem Harz.
Das Überschreiten dieser Grenze führt zu einem starken Abfall der ursprünglichen Reißfestigkeit des Teils und beschleunigt die ästhetische Vergilbung. Darüber hinaus nimmt Mahlgutschrott bis zu doppelt so schnell Feuchtigkeit auf wie Neupellets; es muss durchlaufen eine unabhängige, gründliche Trockenmitteltrocknung, bevor sie in den Trichter gemischt werden.
3. Verarbeitungsparameter: Scherhitze besiegen
Die Festlegung des thermischen Profils für TPU erfordert einen nichtlinearen Ansatz. Da TPU-Moleküle sehr reibungsempfindlich sind, weist das Material eine hohe Reibung auf shear sensitivity . Wenn die Spritzgießmaschine das geschmolzene Elastomer durch enge Engstellen drückt, erzeugt es massive innere Reibung – bekannt als Schererwärmung .
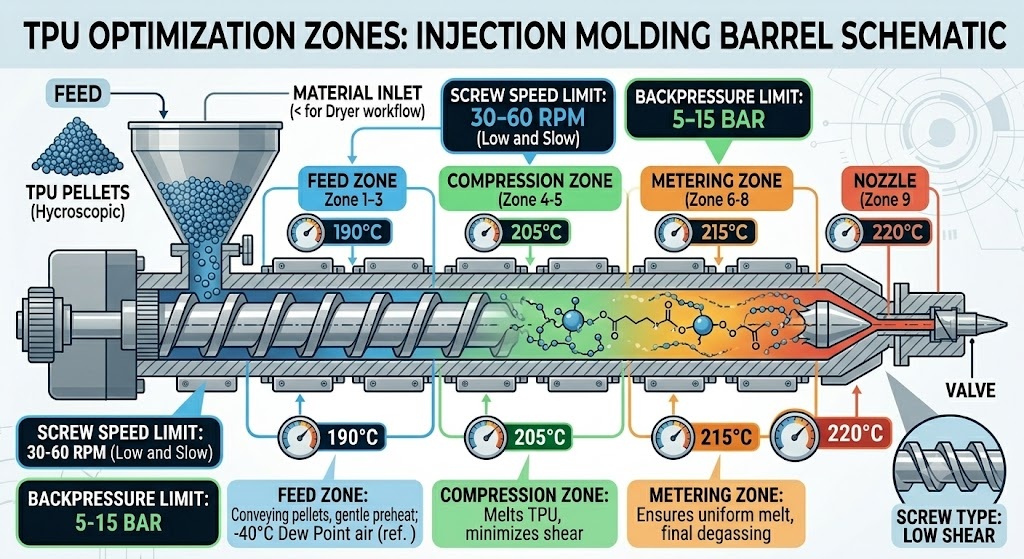
Um zu verhindern, dass diese Reibungswärme das Material überhitzt und verbrennt, implementieren Sie Folgendes „Niedrig und langsam“ Maschinentuning-Strategie:
- Schmelztemperatur: Behalten Sie dazwischen ein präzises Laufprofil bei 190°C und 220°C . Bei Überschreitung von 230 °C kommt es zur thermischen Zersetzung.
- Formtemperatur: Schimmelwände fernhalten 20°C bis 40°C . Kühlere Formen beschleunigen die Kristallisation der Polyurethanblöcke und ermöglichen eine saubere Strukturierung und Auswurfform des Teils ohne Verformung.
- Schrauben- und Gegendruck: Stellen Sie niedrige Schneckenlineargeschwindigkeiten ein ( 30 bis 60 U/min ) und minimaler Gegendruck ( 5 bis 15 bar ). Durch den hohen Gegendruck wird eine unnötige Scherbeanspruchung auf das Elastomer ausgeübt, wodurch die Polymerketten zerstört werden, bevor der Kunststoff die Düse überhaupt verlässt.
4. Geheimnisse des Formdesigns für klebrige Elastomere
Standardprinzipien für den Formenbau, die für starre Kunststoffe wie ABS oder Polypropylen gedacht sind, versagen bei der Anwendung auf flexibles TPU. Weiche Elastomere erfordern spezielle geometrische und mechanische Toleranzen innerhalb der Stahlwerkzeuge.
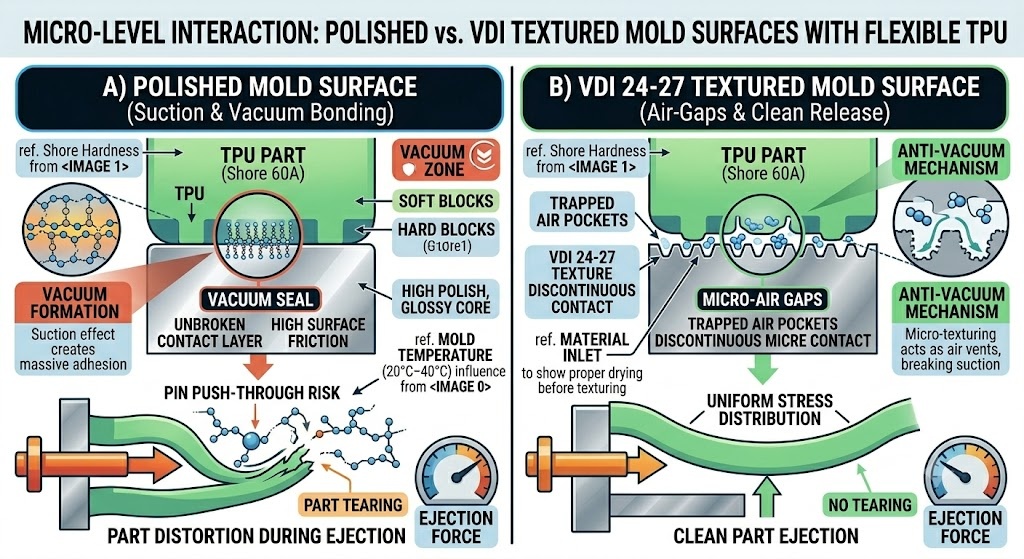
Der Vakuumklebe-Albtraum
Weiche TPU-Typen (Shore 60A bis 85A) verfügen über eine hohe Oberflächenreibung. Beim Öffnen der Form wirkt das glatte Elastomer wie ein Saugnapf und erzeugt ein Vakuum an den hochglanzpolierten, glänzenden Kernoberflächen. Beim mechanischen Auswerfen bleibt das Teil hängen, verformt sich oder reißt.
- Die Lösung: Vermeiden Sie hochglanzpolierte Spiegeloberflächen. Geben Sie stattdessen eine an Anti-Vakuum-Schimmel-Textur wie eine leichte Glasperlenstrahl- oder chemische EDM-Struktur ( VDI 24 bis 27 ). Diese Mikrotextur schließt winzige Lufteinschlüsse zwischen dem Stahl und dem Elastomer ein, bricht die Vakuumdichtung und dient als eingebautes mechanisches Trennmittel.
Spezifikationen für die Mikroentlüftung
Aufgrund der hohen Einspritzgeschwindigkeiten kann eingeschlossenes Gas flexible Materialien leicht verbrennen. Da TPU jedoch unter Druck leicht fließt, kommt es bei übergroßen Lüftungsöffnungen zu Graten.
- Die Regel: Bearbeitete Gasentlüftungsöffnungen müssen eine strenge Mikrotiefenbeschränkung von aufweisen 0,015 mm bis 0,02 mm . Dieser ist schmal genug, um das geschmolzene Elastomer aufzunehmen und gleichzeitig die Druckluft sicher entweichen zu lassen.
5. Fehlerbehebungsmatrix (Advanced Field Solutions)
Wenn in der Fabrikhalle Mängel auftreten, muss zur Identifizierung der wahren Grundursache zwischen thermischen und Umweltindikatoren unterschieden werden. Nutzen Sie diesen Praxisleitfaden für eine schnelle und gezielte Fehlerbehebung:
-
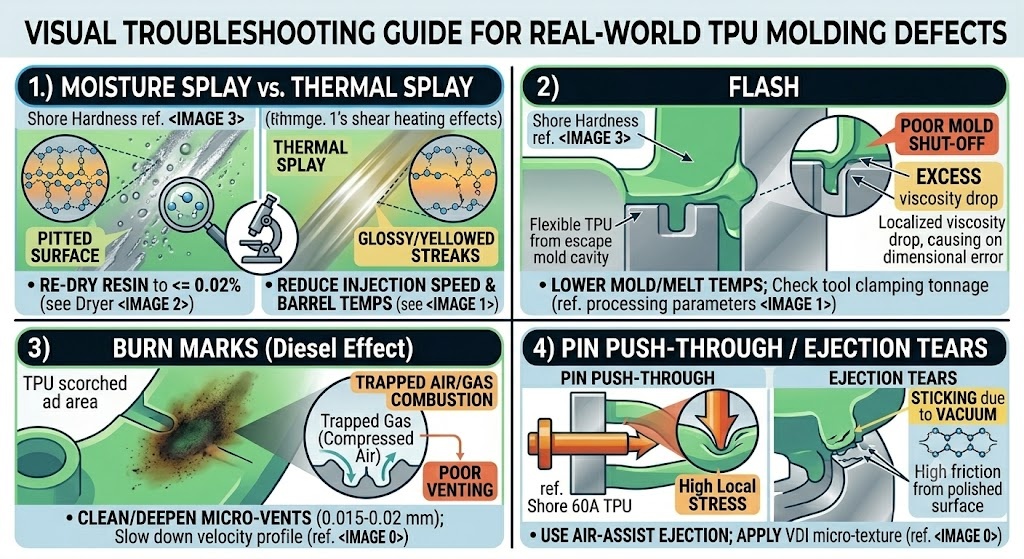
Splay Marks (silbrige Streifen)
-
Wahrscheinliche Grundursache: Hydrolytischer oder thermischer Abbau.
-
Erweiterte Feldlösung: Der Mikroskoptest: Untersuchen Sie die Streifen unter Vergrößerung. Wenn die Streifen rau und narbig sind, handelt es sich um Feuchtigkeitsspritzer (Trocknungszeit verlängern). Wenn die Streifen glatt und glänzend sind, handelt es sich um eine thermische Ausbreitung, die durch übermäßige Scherwärme verursacht wird (Einspritzgeschwindigkeit oder Düsentemperatur reduzieren).
-
Flash (überschüssiges Material an den Nähten)
-
Wahrscheinliche Grundursache: Übereinspritzung oder örtlicher Viskositätsabfall.
-
Erweiterte Feldlösung: Senken Sie die Schmelzetemperatur, um die Viskosität zu erhöhen, oder verringern Sie das Haltedruckprofil. Prüfen Sie, ob die Spannkraft des Werkzeugs mit der erforderlichen Tonnage übereinstimmt.
-
Brandflecken (Dieseleffekt)
-
Wahrscheinliche Grundursache: Eingeschlossene Gaskompression in unbelüfteten Taschen.
-
Erweiterte Feldlösung: Mikroöffnungen reinigen und vertiefen (max. 0,02 mm). Verlangsamen Sie das Einspritzgeschwindigkeitsprofil, kurz bevor die Schmelze in die letzte Füllzone eintritt.
-
Klebrige Teile / Auswurfrisse
-
Wahrscheinliche Grundursache: Vacuum bonding or premature packing.
-
Erweiterte Feldlösung: Wechseln Sie zu einem luftunterstützten Auswurfsystem (Luftstoßventil) neben mechanischen Stiften. Tragen Sie eine VDI-Mikrotextur auf den Kern auf.
6. Zukünftige Trends: Beschaffung für die grüne Lieferkette
Während globale Marken auf eine Kreislaufwirtschaft umsteigen, verschieben internationale ESG-Anforderungen die Benchmarks für die B2B-Beschaffung. Das Ökosystem der industriellen Fertigung entwickelt sich rasant weiter Biobasiertes TPU and PCR-Elastomere (Post-Consumer-Recycling). .
Moderne biobasierte TPUs ersetzen herkömmliche aus Erdöl gewonnene Polyole durch pflanzliche Alternativen (wie Maisstärke oder Rizinusöl) und reduzieren so den CO2-Fußabdruck um bis zu 40 %.
Die Realität des Verarbeitungsfensters
Ingenieure und Einkäufer müssen beachten, dass biobasierte und recycelte TPUs einen erheblichen Anteil besitzen engere Verarbeitungsfenster als mit fossilen Brennstoffen betriebene Materialien. Biopolymere weisen eine höhere thermische Empfindlichkeit und eine geringere Schertoleranz auf. Um Ihre Produktionsstätte an diese umweltfreundlichen Materialien anzupassen, müssen Sie auf präzise Formmaschinen mit geschlossenem Regelkreis aufrüsten, fortschrittliche Trockenmitteltrocknungsanlagen priorisieren und eine optimierte Werkzeugtexturierung einsetzen, um in der umweltfreundlichen Lieferkette wettbewerbsfähig zu bleiben.

