
Zusammenfassung
Flammhemmende (FR) Polymertypen sind für Automobil-, Elektronik-, Elektro- und Bauanwendungen spezifiziert – sie bringen jedoch Verarbeitungsherausforderungen und Werkzeugrisiken mit sich, die bei Standardtypen nicht der Fall sind. Flammschutzmittel verengen Prozessfenster, erhöhen die Korrosivität gegenüber Formstahl, beeinträchtigen die Oberflächengüte und erschweren Recyclingströme. Dieser Leitfaden behandelt das UL94-Bewertungssystem im Detail, erklärt, wie die einzelnen wichtigen FR-Chemikalien mit Spritzgussgeräten und -werkzeugen interagieren, und bietet praktische Spezifikationen für die Formenkonstruktion und Stahlauswahl beim Einsatz von FR-Materialien.
1. Warum Flammschutz beim Spritzgießen wichtig ist
Kunststoffe brennen. Die meisten technischen Thermoplaste – ABS, PP, PA, PC – sind inhärent brennbar und haben einen Grenzsauerstoffindex (LOI) von 17–28 %. Bei Anwendungen, bei denen ein Entzündungsrisiko besteht – elektrische Gehäuse, Batteriegehäuse von Elektrofahrzeugen, Unterhaltungselektronik, Flugzeuginnenräume, Gebäudepaneele – können unmodifizierte Polymere die Brandschutzbestimmungen nicht erfüllen.
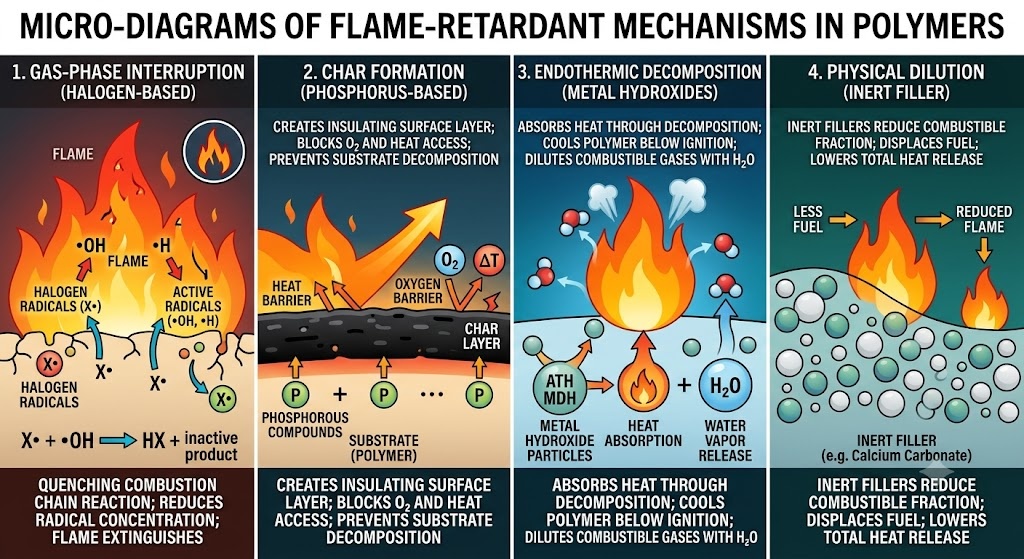
Flammschutzmittel bekämpfen dieses Problem durch einen oder mehrere Mechanismen:
- Unterbrechung der Gasphase — FR-Radikale löschen die Verbrennungskettenreaktion in der Flammenzone (halogenbasierte Systeme)
- Char-Bildung — Die FR-Chemie fördert eine kohlenstoffhaltige Oberflächenschicht, die das Substrat vor der Flamme isoliert (intumeszierende Systeme auf Phosphorbasis).
- Endotherme Zersetzung — FR-Additiv absorbiert Wärme durch Zersetzung und kühlt das Substrat unter die Zündtemperatur (Metallhydroxide: ATH, MDH)
- Physikalische Verdünnung — Inerter Füllstoff reduziert den brennbaren Anteil der Masse
Die Herausforderung für den Spritzgießer besteht darin, dass diese Mechanismen durch Hitze aktiviert werden – der gleiche Reiz, der den Formprozess antreibt. Flammschutzzusätze, die thermisch stabil genug sind, um den Lauf zu überstehen, aber reaktiv genug, um im Brandfall zu funktionieren, stellen ein enges technisches Fenster mit direkten Konsequenzen für die Verarbeitung und die Werkzeuge dar.
2. Das UL94-Bewertungssystem: Was die Klassifizierungen tatsächlich bedeuten
UL94 (Standard für Tests zur Entflammbarkeit von Kunststoffmaterialien für Teile in Geräten und Geräten) ist die wichtigste globale Referenz für die Klassifizierung der Entflammbarkeit von Kunststoffen. Für eine korrekte Spezifikation ist es wichtig zu verstehen, was jede Bewertung erfordert – und was nicht.
2.1 Übersicht über die Testmethoden
UL94-Tests werden an geformten Proben und nicht an Rohmaterial durchgeführt. Die Probengeometrie ist wichtig: Die Neinrm legt Dickenkategorien fest (typischerweise 0,8 mm, 1,6 mm, 3,2 mm), und die Bewertungen sind dickeabhängig. Ein Material mit der Bewertung V-0 bei 3,2 mm erreicht möglicherweise nur V-2 bei 0,8 mm.
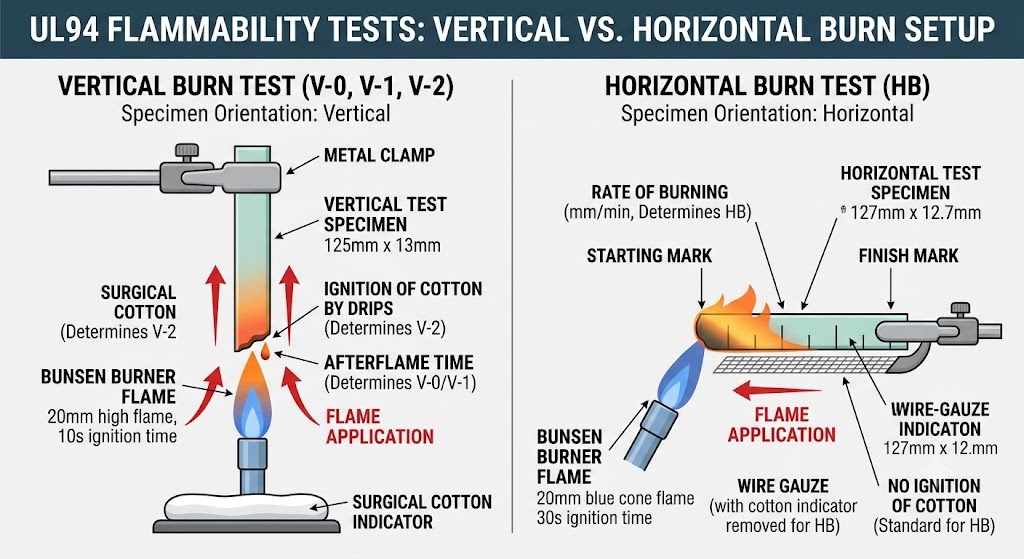
Die beiden primären Testreihen:
Vertikale Brenntests (V-0, V-1, V-2, 5VA, 5VB): Eine 125 mm × 13 mm große Probe wird vertikal gehalten und für zwei 10-Sekunden-Intervalle einer definierten Flamme ausgesetzt. Tropfen, Nachbrennzeit und Zündung eines Watteindikators unter der Probe bestimmen die Bewertung.
Horizontaler Brenntest (HB): Eine 127 mm × 12,7 mm große Probe wird horizontal gehalten. Dies ist die niedrigste Klassifizierung – die meisten Standardpolymere ohne Flammschutzbehandlung erreichen HB bei ausreichender Dicke.
2.2 Klassifizierungskriterien
| Bewertung | Afterflame ≤ (jede Anwendung) | Gesamtnachflamme ≤ (5 Proben) | Tropfen entzündet Baumwolle? | Nachleuchten ≤ | Neintizen |
|---|---|---|---|---|---|
| V-0 | 10 Sek | 50 Sek | Nein | 30 Sek | Strengste Vertikale |
| V-1 | 30 Sek | 250 Sek | Nein | 60 Sek | Vertikale Mittelklasse |
| V-2 | 30 Sek | 250 Sek | Ja erlaubt | 60 Sek | Tropfen erlaubt |
| 5VA | — | — | Nein | — | Nein burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Nein | — | Durchbrennen auf Plakette erlaubt; strenger als V-1 |
| HB | Brennt ≤ 76 mm/min (>3 mm) oder erlischt | — | N/A | — | Am niedrigsten; die meisten Standardkunststoffe |
2.3 Ratings in der Praxis: Was Regulatoren und OEMs tatsächlich vorgeben
| Bewerbung | Mindestanforderung UL94 | Neintizen |
|---|---|---|
| Gehäuse für Unterhaltungselektronik (IEC 62368-1) | V-1 oder V-0 | Hängt von der Wandstärke und der internen Wärmequelle ab |
| EV-Batteriegehäuse und BMS-Gehäuse | V-0 bei ≤1,6 mm | Wird oft durch OEM-spezifische Anforderungen an das thermische Durchgehen verstärkt |
| Elektrische Steckverbinder für Kraftfahrzeuge (USCAR-2) | V-0 bei ≤0,8 mm | Sehr dünne Wand – schränkt die Materialauswahl erheblich ein |
| Haushaltsgerätegehäuse (IEC 60335) | V-1 oder V-0 | Kategorieabhängig |
| Industrielle Schaltschränke (IEC 61439) | V-0 oder 5VA | 5VA wird zunehmend für große Gehäuse spezifiziert |
| Flugzeuginnenkomponenten (FAR 25.853) | Neint UL94 — uses OSU heat release and vertical bunsen tests | UL94 reicht für die Luft- und Raumfahrt nicht aus |
| Bauwesen (EN 13501) | System der Euroklasse B–E, nicht UL94 | Völlig anderer Teststandard |
Kritischer Punkt: UL94-Bewertungen werden von Lieferanten für bestimmte Farben, Dicken und Chargenzertifizierungen angegeben. Ein schwarzes PC/ABS-Gehäuse, das V-0 erreicht, garantiert nicht V-0 in Weiß oder Natur – die Wechselwirkung von FR-Additiven mit Pigmentsystemen beeinträchtigt die Leistung und die UL94-Gelbkarte listet zugelassene Farben explizit auf.
3. Wichtige FR-Chemiefamilien und ihre Verarbeitungsprofile
3.1 Halogenierte Flammschutzmittel (bromiert / chloriert)
Mechanismus: Halogenradikale unterbrechen die Verbrennungskettenreaktion in der Gasphase. Hochwirksam bei niedrigen Beladungsmengen (5–15 phr) und ermöglicht V-0 mit minimaler Auswirkung auf die mechanischen Eigenschaften.
Gängige Systeme:
- Decabromdiphenylethan (DBDPE) Antimontrioxid-Synergist – ABS, HÜFTEN, PA
- Tetrabrombisphenol A (TBBPA)-Oligomere – PC/ABS-Mischungen
- Chlorparaffine – kostengünstigere Standardanwendungen
Verarbeitungsverhalten:
- In den meisten Formulierungen thermisch stabil bis 280–300 °C – kompatibel mit den Verarbeitungstemperaturen von ABS, PA66 und PC
- Oberhalb von 300 °C beschleunigt sich die HBr/HCl-Gaserzeugung stark – Überschreitungen der Zylindertemperatur führen zur Freisetzung korrosiver Gase
- Bei der Abschaltung ist das Spülen mit einem neutralen Träger (HDPE oder PP) zwingend erforderlich – eingeschlossenes bromiertes Material zersetzt sich und greift die Zylinder- und Schneckenoberflächen an
- Korrosiv gegenüber Standard-Werkzeugstahl: HBr und HCl entstehen bei jedem Prozessabweichungsangriff P20 und H13. Unter normalen Bedingungen nicht schwerwiegend, aber bei Massenproduktion kumulativ
Auswirkungen auf die Werkzeugausstattung:
- Standard-P20-Hohlraumstahl, geeignet für gut kontrollierte Prozesse
- Die Beschichtung (Hartchrom oder stromloses Nickel) wird für große Mengen oder alle Prozesse empfohlen, die nahe der oberen Temperaturgrenze ablaufen
- Das Spülprotokoll muss in den Prozessanweisungen dokumentiert werden – blitzbedingte Verbrennungsepisoden verursachen lokalisierte Korrosionsgruben an Toren und Entlüftungsöffnungen
Regulierungsstatus: Die REACH-SVHC-Liste umfasst mehrere bromierte FR-Verbindungen. Die RoHS-Richtlinie schränkt PBB und PBDE ein. DBDPE unterliegt derzeit in der EU und den USA keinen Beschränkungen, unterliegt jedoch einer laufenden Überprüfung. Geben Sie nur REACH/RoHS-konforme Qualitäten an – überprüfen Sie die Lieferantenerklärung jährlich.
3.2 Flammschutzmittel auf Phosphorbasis (halogenfrei)
Mechanismus: Fördert die Bildung einer Verkohlungsschicht auf der Polymeroberfläche, blockiert physikalisch den Sauerstoffzugang und isoliert das Substrat. Einige Phosphorsysteme weisen auch Gasphasenaktivität auf.
Gängige Systeme:
- Resorcin-bis(diphenylphosphat) (RDP) – PC/ABS-Mischungen (Primärsystem für halogenfreies V-0 PC/ABS)
- Aluminiumdiethylphosphinat (AlPi, Clariant Exolit® OP-Serie) – PA6, PA66, PBT
- Melaminpolyphosphat (MPP) – PA6, PA66
- Roter Phosphor – PA, PBT (heute aufgrund von Gefahren bei der Handhabung nur noch selten verwendet)
Verarbeitungsverhalten:
- RDP in PC/ABS: reduziert die Schmelzeviskosität (wirkt bei Verarbeitungstemperatur als Weichmacher) → erhöht das Blitzrisiko , verringert den Spannkraftspielraum
- AlPi in PA-Typen: thermisch stabil bis 320 °C, minimaler Viskositätseffekt – derzeit prozessfreundlichstes FR-System
- MPP in PA: mäßige Stabilität; Über 290 °C kommt es zur Bildung von Ammoniak- und Melamindämpfen Blasenbildung und silberne Streifen auf der Oberfläche — Schmelztemperatur am unteren Ende des PA-Bereichs halten
- Alle Phosphorsysteme: Feuchtigkeitsaufnahme bei der Lagerung beeinträchtigt die Leistung und verursacht Spreizungen/Silberstreifen – Die Trocknungsspezifikationen sind strenger als bei ungefüllten Sorten
Trocknungsanforderungen (Phosphor-FR-Typen):
| Basispolymer | Standardtrocknung | FR-Trocknung | Zusätzliche Hinweise |
|---|---|---|---|
| PA6 | 80°C / 4 Std | 85°C / 6–8 Std | MPP-Typen besonders feuchtigkeitsempfindlich |
| PA66 | 85°C / 4 Std | 90°C / 6–8 Std | AlPi notiert fehlerverzeihender |
| PBT | 120°C / 4 Std | 130°C / 5–6 Std | FR PBT sehr feuchtigkeitsempfindlich |
| PC/ABS | 90°C / 3–4 Std | 95°C / 4–6 Std | RDP migriert auf den Speicher – sofort nach dem Öffnen verwenden |
Auswirkungen auf die Werkzeugausstattung:
- RDP-Migration: Bei PC/ABS mit RDP kann der Phosphatester im Laufe der Zeit zur Teileoberfläche und in den Formhohlraum wandern. Dies verursacht:
- Bildung von Schimmelablagerungen auf Hohlraumoberflächen (weiße oder gelbe Rückstände), die je nach Laufbedingungen alle 50.000–150.000 Schüsse gereinigt werden müssen
- Reduzierung des Oberflächenglanzes auf dem Teil, wenn die Form nicht gereinigt wird – entscheidend für Oberflächen der Klasse A
- Edelstahl (S136) oder hartverchromt P20 reduziert die Anhaftung von Ablagerungen und vereinfacht die Reinigung
- AlPi-Sorten aus PA sind das werkzeugfreundlichste FR-System – minimale Ablagerungen, minimale Korrosion
3.3 Stickstoffbasierte Flammschutzmittel (Melaminsysteme)
Mechanismus: Hauptsächlich Gasphasenverdünnung durch Stickstofffreisetzung; gewisse Verkohlungsförderung in Kombination mit Phosphor (intumeszierende Systeme).
Gängige Systeme:
- Melamincyanurat (MC) – PA6, PA66 (V-2 erreichbar, V-0 schwierig ohne Synergisten)
- Melaminpolyphosphat (MPP) – PA6, PA66 (V-0 achievable in combination)
- Intumeszierende Systeme (APP Pentaerythrit-Melamin) – PP, PE (hauptsächlich für halogenfreie Kabel- und Folienanwendungen)
Verarbeitungsverhalten:
- MC in PA: zersetzt sich bei 320 °C unter Freisetzung von Isocyansäure und Melamindampf – harte Obergrenze der Schmelzetemperatur von 290°C für PA66/MC-Compounds
- Durch die Sublimation von Melamin an der Oberfläche des Formhohlraums bilden sich weiße, pulverförmige Ablagerungen – eine häufige Reinigung des Hohlraums ist erforderlich
- Intumeszierende PP-Systeme: sehr scherempfindlich; Hohe Einspritzgeschwindigkeiten führen zur Trennung und Streifenbildung der FR-Komponenten
Auswirkungen auf die Werkzeugausstattung:
- Melaminsublimatablagerungen sind das aggressivste Schimmelpilzproblem in der Kategorie der FR-Qualitäten
- Verchromte oder PVD-beschichtete Hohlräume verringern die Anhaftung von Ablagerungen drastisch – Wartungsintervall 2–3x länger als bei unbeschichteten Hohlräumen
- Eine Verstopfung der Entlüftungsöffnungen durch Ablagerungen stellt ein erhebliches Risiko dar – Entlüftungsöffnungen müssen zugänglich gestaltet und nach einem festgelegten Zeitplan (typischerweise alle 30.000–80.000 Schüsse) gereinigt werden.

3.4 Metallhydroxid-Flammschutzmittel (ATH, MDH)
Mechanismus: Bei der endothermen Zersetzung wird Wasserdampf freigesetzt, wodurch das Substrat gekühlt und brennbare Gase verdünnt werden. Kein Halogen, kein Phosphor, kein Stickstoff – die sauberste Chemie aus Sicht der Verarbeitungsnebenprodukte.
Gängige Systeme:
- Aluminiumtrihydrat (ATH) – zersetzt sich bei 180–200 °C; beschränkt die Verwendung auf Polymere, die unter 200 °C verarbeitet werden (EVA, LDPE, PVC)
- Magnesiumdihydroxid (MDH, Brucit) – zersetzt sich bei 300–320 °C; erweitert die Anwendbarkeit auf PP, PA6
Verarbeitungsverhalten:
- Um V-0 zu erreichen, ist eine sehr hohe Beladung erforderlich (40–65 Gew.-%) – erhöht die Dichte der Verbindung drastisch und verringert die mechanischen Eigenschaften
- Eine hohe Füllstoffbeladung erhöht die Schmelzviskosität erheblich – höhere Einspritzdrücke erforderlich, längere Füllzeiten
- Schleifmittel für Schnecken, Zylinder und Formhohlräume – Die Verschleißrate ist hoch , ähnlich glasgefüllten Sorten
- MDH/ATH-Verbindungen haben im Vergleich zu Halogen/Phosphor-Systemen eine sehr geringe LOI-Verbesserungseffizienz pro Beladungseinheit – werden selten verwendet, wenn V-0 bei dünner Wand erforderlich ist
Auswirkungen auf die Werkzeugausstattung:
- Aus Verschleißgründen gleichwertig mit GF30–GF40 behandeln
- Gehärtete Angusseinsätze (≥52 HRC) zwingend erforderlich
- Die Konstruktion von Anschnitt und Anschnitt muss die Scherung minimieren (größere Durchmesser als das ungefüllte Äquivalent), um eine Agglomeration des Füllstoffs und eine Erosion des Angusses zu verhindern
- Hohlraumstahl: H13 oder gleichwertiger gehärteter Werkzeugstahl – P20 ist für die ATH/MDH-Produktion in großen Mengen ungeeignet
4. Verarbeitung von Parameteranpassungen für FR-Sorten
Tabelle: Prozessfensteranpassungen im Vergleich zum Basispolymer
| Parameter | Richtung | Größe | Begründung |
|---|---|---|---|
| Schmelztemperatur | Niedriger | 5–20°C unter dem Normalwert | Verhindern Sie die thermische Zersetzung von FR |
| Verweilzeit im Fass | Minimieren | Design für <5 Min. Max | Der Abbau ist zeit×temperaturabhängig |
| Einspritzgeschwindigkeit | Reduzieren | 10–20 % | Reduzierung der durch Scherung verursachten Zersetzung; Flash-Risiko reduzieren (RDP) |
| Gegendruck | Reduzieren | 10–20 % below standard | Scherwärmeentwicklung reduzieren |
| Schneckengeschwindigkeit | Reduzieren | 10–15 % U/min | Dieselbe Begründung |
| Löschprotokoll | Obligatorisch | Per Shutdown jedes Mal | Verhindern Sie korrosiven Abbau zwischen den Läufen |
| Trocknen | Erhöhen Sie Temperatur und Zeit | Siehe Tabelle in Abschnitt 3.2 | FR-Typen sind feuchtigkeitsempfindlicher |
| Formtemperatur | Niedriger end of range | Wo möglich | Reduzieren Sie die Bildung von Ablagerungen (Melaminsysteme) |
| Heißkanaltemperatur | Minimal lebensfähig | So niedrig, wie es die Füllung zulässt | Kritischste Zone für den FR-Abbau |
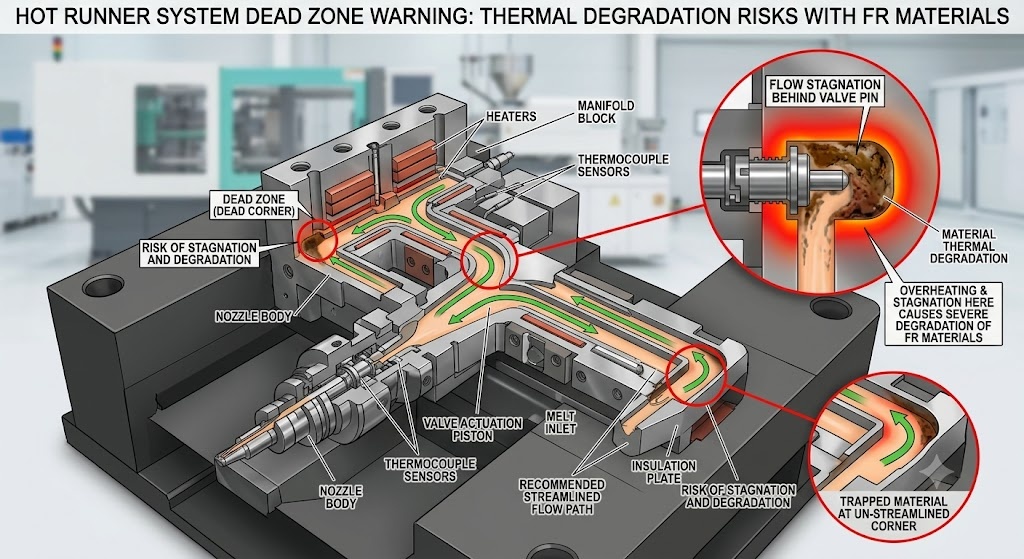
Überlegungen zum Heißkanal
Heißkanäle sind die Zone mit dem höchsten Risiko für die Verschlechterung des FR-Materials. Die Verteiler- und Düsenspitzen halten die Schmelze kontinuierlich auf Temperatur – und in Totzonen (hinter Ventilschäften, in schlecht konstruierten Verteilerbögen) kann die Verweilzeit 30–60 Minuten betragen. Dies reicht aus, um die meisten FR-Systeme zu verschlechtern.
Obligatorische Anforderungen an die Heißkanalkonstruktion für FR-Typen:
- Vollständig stromlinienförmige Verteilergeometrie (keine toten Ecken) – spezifizieren Sie dies beim Heißkanallieferanten
- Minimales Verteilervolumen im Einklang mit den Füllanforderungen – übergroße Verteiler erhöhen die Verweilzeit
- Unabhängige Zonentemperaturregelung pro Düse – ermöglicht eine präzise Verwaltung der Mindesttemperatur
- Der Schieberverschluss wird dem offenen Schieber vorgezogen – ermöglicht eine sichere Absperrung bei Produktionsunterbrechungen
- Temperaturabfall beim Abschalten: Bei jeder Produktionspause > 5 Minuten sofort auf 150–170 °C reduzieren
5. Auswahl von Formenstahl und Oberflächenbehandlung
Tabelle: Empfohlener Formstahl von FR Chemistry
| FR-System | Basispolymer | Hohlraumstahl | Kernstahl | Toreinsatz | Oberflächenbehandlung | Neintizen |
|---|---|---|---|---|---|---|
| Bromiert (DBDPE) | ABS, HIPS | P20 oder S136 | P20 | H13 gehärtet | Hartchrom oder EN-Beschichtung | Für hohe Stückzahlen ist die Beschichtung entscheidend |
| RDP (Phosphatester) | PC/ABS | S136 bevorzugt | P20 | S136 | PVD- oder EN-Beschichtung | Am geringsten ist die Ablagerungshaftung bei S136 |
| AlPi (Aluminiumphosphinat) | PA, PBT | P20 oder H13 | P20 | H13 | Optional Chrom | Werkzeugfreundlichstes FR-System |
| Melamin (MC, MPP) | PA6, PA66 | P20 Chrom oder S136 | P20 | H13 | Hartchrom zwingend erforderlich | Sublimieren Sie schwere Ablagerungen ohne Beschichtung |
| ATH / MDH (Metallhydroxid) | PP, PA, EVA | H13 gehärtet | H13 | H13 oder Hartmetall | Chrom oder PVD | Als abrasive Spachtelmasse behandeln |
| Inhärent (PPS, PEEK) | PPS, PEEK | S136 oder 420SS | S136 | S136 | Optional | Korrosiv bei Schmelztemperatur; Korrosionsrisiko des Grundstahls |
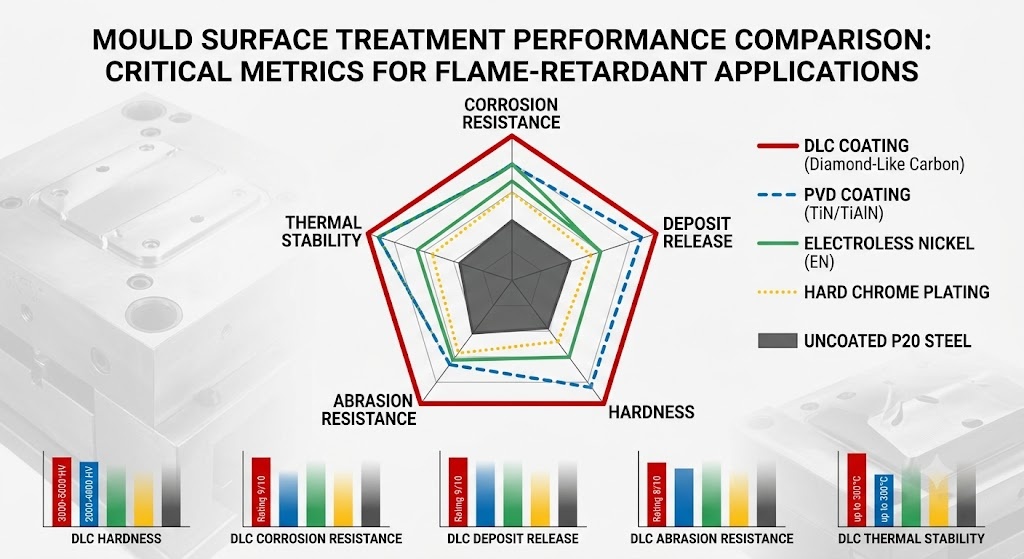
Vergleich der Oberflächenbehandlungsleistung für FR-Anwendungen
| Behandlung | Korrosionsbeständigkeit | Kautionsfreigabe | Härte (HV) | Max. Temp | Kostenprämie |
|---|---|---|---|---|---|
| Hartverchromung | Gut | Mäßig | 900–1100 | 400°C | 15–25 % |
| Chemisch Nickel (DE) | Ausgezeichnet | Gut | 500–700 | 260°C | 10–20 % |
| PVD (TiN, TiAlN) | Gut | Gut–Excellent | 2000–3300 | 400–600°C | 20–35 % |
| DLC (Diamantähnlicher Kohlenstoff) | Ausgezeichnet | Ausgezeichnet | 3000–5000 | 300°C | 30–50 % |
| Unbeschichtetes P20 | Arm | Arm | 300–350 | — | Grundlinie |
Die DLC-Beschichtung bietet die beste Ablagerungslöseleistung für Melaminsystem-FR-Typen – besonders wertvoll für die Massenproduktion von PC/ABS- und PA-Gehäusen, bei denen die Ausfallzeit bei der Hohlraumreinigung erheblich ist.
6. Entlüftungsdesign für FR-Typen
Flammhemmende Verbindungen erzeugen mehr Ausgase als ungefüllte Sorten – Zersetzungsnebenprodukte, Feuchtigkeit aus Metallhydroxiden und flüchtige Zusatzstoffe erzeugen Gas, das aus dem Hohlraum evakuiert werden muss. Unzureichende Entlüftung verursacht:
- Verbrennung mit Dieseleffekt an Standorten mit letzter Befüllung – Kohleablagerungen, die oft fälschlicherweise als Angussrötung oder Materialverschlechterung diagnostiziert werden
- Kurze Aufnahmen durch Gasgegendruck in dicken Abschnitten
- Blasenbildung an der Oberfläche durch eingeschlossene Feuchtigkeit oder flüchtige Flammschutzmittelbestandteile
Empfehlungen zur Entlüftungstiefe für FR-Typen
| Material / FR-System | Entlüftungstiefe (Land, mm) | Entlüftungsbreite (mm) | Entlüftungstiefe (mm) | Reinigungsintervall |
|---|---|---|---|---|
| ABS / bromiertes FR | 0,012–0,018 | 5–8 | 0.5 | Alle 100.000 Schüsse |
| PC/ABS / RDP | 0,010–0,015 | 5–8 | 0.5 | Alle 80.000 Schüsse |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Alle 120.000 Schüsse |
| PA6 / Melamin | 0,008–0,012 | 4–6 | 0.3 | Alle 30.000–50.000 Schüsse |
| PP / ATH intumeszierend | 0,015–0,020 | 6–10 | 0.5 | Alle 80.000 Schüsse |
| PPS (inhärente FR) | 0,005–0,008 | 3–5 | 0.2 | Alle 150.000 Schüsse |
FR-Compounds auf Melaminbasis weisen das aggressivste Verhalten bei der Verschmutzung von Lüftungsschlitzen auf. Eine Produktionsform mit PA6/MC, die nicht termingerecht gereinigt wird, wird innerhalb von 50.000 Schüssen verstopfte Entlüftungsöffnungen haben – was zu Verbrennungen, kurzen Schüssen und Ausschussausschuss führt.
Designempfehlung: Bei FR-Typen mit hoher Ausgasungsneigung (Melamin, intumeszierende Systeme) Entlüftungsöffnungen nach Möglichkeit als auswechselbare Einsätze konzipieren. Dies ermöglicht die Offline-Reinigung der Entlüftung, während die Form mit einem sauberen Ersatzsatz weiterläuft.
7. Überlegungen zu Qualität und Compliance
7.1 UL94-Yellow-Card-Verifizierung
Die auf einem Materialdatenblatt aufgedruckte UL94-Einstufung ist der Marketinganspruch eines Lieferanten. Die maßgebliche Quelle ist die UL Product iQ-Datenbank (ehemals Yellow Card) . Bevor Sie ein FR-Material für eine UL94-regulierte Anwendung spezifizieren, überprüfen Sie Folgendes:
- Der genaue Grad und das Los stimmen mit einer aktuellen Yellow-Card-Liste überein
- Die Bewertung bezieht sich auf die Wandstärke Ihres Teils – viele Materialien verlieren bei dünneren Wänden eine Bewertungsklasse
- Die Farbe ist aufgeführt – Pigmentsysteme beeinflussen die FR-Leistung
- Das Ablaufdatum des Zertifikats ist aktuell – UL führt regelmäßig erneute Tests durch und Bewertungen können zurückgezogen werden
7.2 Einfluss der Farbe auf die FR-Leistung
Pigmentsysteme interagieren mit FR-Additiven auf eine Art und Weise, die die Leistung um eine volle UL94-Klasse reduzieren kann. Ruß (in schwarzen Verbindungen verwendet) verbessert im Allgemeinen die FR-Leistung – es fördert die Verkohlungsbildung. Weiße Pigmente (TiO₂) sind neutral bis leicht negativ. Organische Pigmente (insbesondere gelbe und rote Azopigmente) können Phosphor-FR-Systeme beeinträchtigen.
Regel: Bewerten Sie die FR-Leistung immer anhand der Produktionsfarbe, nicht nur anhand der natürlichen oder schwarzen Referenzdaten. Wenn ein Kunde V-0 in mehreren Farben benötigt, besorgen Sie sich für jede Farbe separat eine UL-Yellow-Card-Verifizierung.
7.3 Schweißnaht- und Stricklinien-FR-Leistung
Der Bindenahtbereich eines spritzgegossenen FR-Teils weist im Vergleich zur Masse typischerweise eine geringere Flammhemmung auf. In der Schweißzone richten sich die Glasfasern parallel zur Fließfront aus und die Verteilung des FR-Additivs kann ungleichmäßig sein. Für Anwendungen mit kritischen Brandschutzanforderungen sollten die Tests auch Proben umfassen, die aus Bindenahtbereichen geschnitten wurden.
7.4 Mahlgut und Recycling
Flammschutzmittel – insbesondere halogenierte Systeme – erschweren die Recyclingfähigkeit am Ende der Lebensdauer. Für das prozessinterne Mahlgut (Angüsse, Angusskanäle, Ausschussteile) aus bromierten FR-Verbindungen ist Folgendes erforderlich:
- Maximales Mahlgutverhältnis: 10–15 Gew.-% – höhere Verhältnisse verschlechtern die FR-Leistung und erhöhen die Gasbildung
- Mahlgut darf nicht über verschiedene FR-Chemiefamilien hinweg gemischt werden – bromiertes Mahlgut, das halogenfreie Verbindungen verunreinigt, führt zu Compliance-Unsicherheiten
- Dokumentieren Sie den Mahlgradanteil in den Prozessaufzeichnungen zur Rückverfolgbarkeit
8. Fehlerbehebung: Häufige FR-Defekte und Grundursachen
| Defekt | Wahrscheinlich FR-bedingte Ursache | Korrekturmaßnahme |
|---|---|---|
| Silberne Streifen/Ausbreitungen | Feuchtigkeit in der FR-Mischung; flüchtige FR-Zersetzung | Trocknungszeit/-temperatur erhöhen; Schmelztemperatur reduzieren; Überprüfen Sie die Materiallagerung |
| Gelb-braune Verfärbung am Tor | Thermische FR-Zersetzung an der Heißkanaldüse | Düsentemperatur reduzieren; Verweilzeit minimieren; häufiger reinigen |
| Weiße Ablagerungen auf der Hohlraumoberfläche | Melaminsublimation (MC/MPP-Systeme) oder RDP-Migration | Hohlraum mit geeignetem Lösungsmittel reinigen; die Reinigungshäufigkeit erhöhen; Ziehen Sie eine DLC-Beschichtung in Betracht |
| Brennen am Ort der letzten Befüllung | Unzureichende Entlüftung; Ausgasung aus der FR-Zersetzung | Entlüftungsöffnungen an der Brandstelle hinzufügen oder vertiefen; Einspritzgeschwindigkeit reduzieren |
| Flash (neuer Beginn) | RDP wirkt als Weichmacher und reduziert die Viskosität | Schmelzetemperatur reduzieren; Material-MFI im Vergleich zur vorherigen Charge prüfen; Einspritzgeschwindigkeit reduzieren |
| Reduzierter Glanz | Schimmelablagerungen durch FR-Migration | Hohlraum reinigen; PVD- oder DLC-Beschichtung auftragen |
| Kurze Aufnahmen (previously stable tool) | Verstopfte Entlüftungsöffnungen durch FR-Ablagerungen | Entlüftungsöffnungen sofort reinigen; Führen Sie eine geplante Entlüftungswartung durch |
| Delaminierung / Schichttrennung | Unverträgliche Mahlgutverunreinigung; Feuchtigkeit | Beseitigung von Mahlgutverunreinigungen; Trocknung überprüfen; Überprüfen Sie die Loszertifizierung |
| UL94-Testfehler bei Produktionsteilen | Farbwechsel ohne Neuqualifizierung; Überverhältnis des Mahlguts; Wand dünner als zertifiziert | Farbe neu qualifizieren; Mahlgut reduzieren; Überprüfen Sie die Wandstärke an dünnen Abschnitten |
9. Fazit
Flammhemmende Spritzgusstypen bieten eine einzigartige Kombination aus Prozessempfindlichkeit, Werkzeugaggression und Compliance-Komplexität, die bei herkömmlichen technischen Thermoplasten nicht der Fall ist. Die Folgen eines unsachgemäßen Umgangs mit FR-Materialien gehen über die Teilequalität hinaus: Zersetzte FR-Verbindungen können Schrauben und Zylinder korrodieren, Entlüftungsöffnungen verstopfen, sich in Hohlräumen ablagern und im schlimmsten Fall giftige Gase in der Verarbeitungsumgebung erzeugen.
Der Weg zu einer zuverlässigen FR-Qualitätsproduktion ist systematisch: Wählen Sie die richtige FR-Chemie für die Anwendungstemperatur und die gesetzlichen Anforderungen aus, spezifizieren Sie Formenstahl und Oberflächenbehandlungen, die für diese Chemie geeignet sind, implementieren Sie strengere Trocknungs- und Prozesskontrollen und erstellen Sie vorbeugende Wartungspläne, die die beschleunigten Verschmutzungs- und Verschleißeigenschaften von FR-Verbindungen berücksichtigen. Die Berücksichtigung dieser Faktoren in der Entwurfsphase kostet nur einen Bruchteil dessen, was ihre Korrektur in der Produktion kostet.
Verwandte Artikel:
- Spritzguss von Batteriegehäusen für Elektrofahrzeuge: PA66 GF50 vs. PPS GF40 – technische Kompromisse
- Top 8 Spritzgussmaterialien für 2026
- Auswahlhilfe für hochpräzisen Spritzgussstahl
- Formrückstände beim Spritzgießen: Ursachen, Vorbeugung und Beseitigung
- Erzielung einer optimalen Oberflächengüte beim Kunststoffspritzguss
IMTEC-Form | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

