
Kernantwort: Technische Machbarkeit und wirtschaftliche Bewertung der Nacharbeit von 2 bis 4 Kavitäten
Der Umbau einer Spritzgussform von 2-fach auf 4-fach erfolgt technisch hochriskant und beinhaltet in der Regel eine komplette Neugestaltung des Formgrundlayouts, des Angussbalancierens und der Kühlintegration. Die direkte Antwort: Sofern die Form nicht ursprünglich als „Brückenform“ mit vorab zugewiesenen Abständen konzipiert war oder ein austauschbares Einsatzsystem verwendet, übersteigen die Kosten für die Änderung und das Risiko eines Produktionsausfalls häufig die Investition für den Bau eines neuen Werkzeugs mit vier Kavitäten.
Kritische technische Hindernisse bei der Hohlraumverdoppelung
Die Verdoppelung der Hohlraumzahl ist nicht nur eine Frage des physischen Raums; es bedarf einer grundsätzlichen Neubewertung Fluiddynamik beim Spritzgießen .
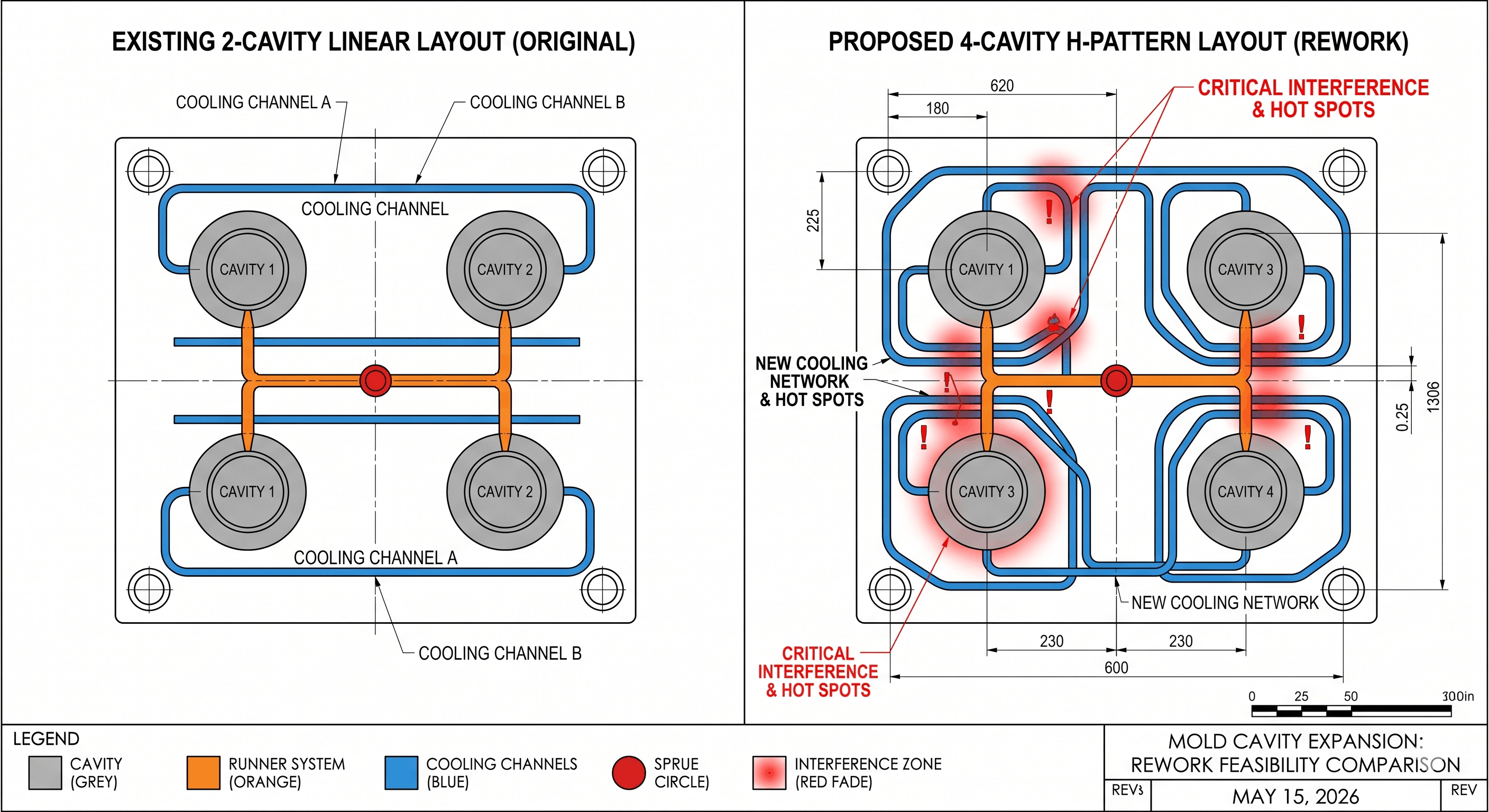
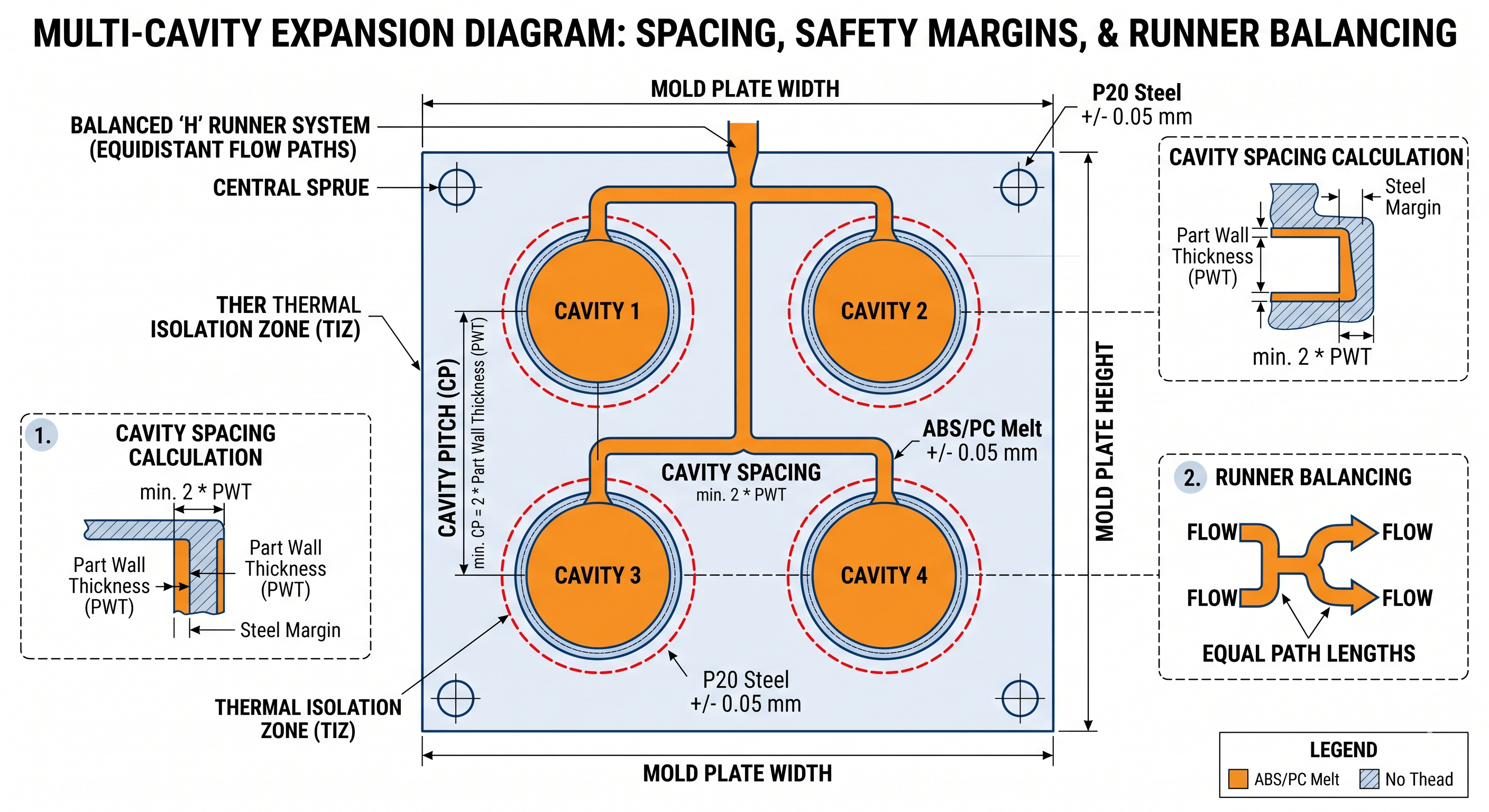
- Läuferbalancierung: Ein Werkzeug mit zwei Kavitäten verwendet normalerweise einen geradlinigen Angusskanal. Die Erweiterung auf 4 Kavitäten erfordert einen Übergang zu einem H-Muster oder Kreissymmetrie um in allen Hohlräumen den gleichen Druck, die gleiche Temperatur und die gleiche Füllzeit sicherzustellen. Wenn der zentrale Einspeisepunkt festgelegt ist, ist es nahezu unmöglich, dieses Gleichgewicht nach der Konstruktion ohne Beeinträchtigung der Teilequalität zu erreichen.
- Wärmelast- und Kühllogik: Durch das Hinzufügen von Hohlräumen wird die in die Form eintretende Wärmeenergie verdoppelt. Vorhanden Kühlkanäle (Wasserleitungen) sind selten so positioniert, dass sie die zusätzliche Wärme verarbeiten können. Wenn diese Leitungen nicht umgeleitet werden, entstehen „Hot Spots“, die zu ungleichmäßigem Schrumpfen, Verziehen und deutlich längeren Zykluszeiten führen.
- Strukturelle Integrität: Durch das Einarbeiten neuer Hohlräume in eine vorhandene Formbasis werden die Stützpfeiler und -platten geschwächt. Unter hohem Einspritzdruck können die Formplatten nachgeben Mikroablenkung Dies kann zu Graten oder irreparablen Schäden an der Trennfuge führen.
Technische Entscheidungsmatrix: Nacharbeit vs. Neubau
Der folgende Vergleich zeigt die Kompromisse zwischen der Nachrüstung eines alten Werkzeugs und der Investition in eine neue Hochleistungsform.
| Bewertungsmetrik | Vorhandenes Werkzeug überarbeiten (Retrofit) | Neue 4-Kavitäten-Konstruktion (Neuinvestition) |
|---|---|---|
| Vorabkosten | Niedriger (Spart 30–50 % Stahl) | Höher (Vollinvestition) |
| Produktionseffizienz | Instabil; führt oft zu längeren Zyklen | Hoch; optimiert durch konforme Kühlung |
| Teilekonsistenz | Arm; hohes Risiko einer Abweichung von Kavität zu Kavität | Überlegen; validiert durch CAE-Simulation |
| Langlebigkeit des Werkzeugs | Reduziert; Schweißbereiche, die zu Rissen neigen | Lang; volle strukturelle Integrität |
| Wartungshäufigkeit | Hoch; Beanspruchung von Dichtungen und Schiebern | Niedrig; nutzt standardisierte Komponenten |
Digitale Bewertung: Wie man „Reworkability“ quantifiziert
Vor der Genehmigung einer Änderung müssen Ingenieure das Projekt anhand von drei quantitativen KPIs validieren:
- Validierung der Spannkraft: Die gesamte projizierte Fläche (A) von 4 Teilen multipliziert mit dem Werkzeuginnendruck § darf 80 % der Nennspannkraft (F) der Maschine nicht überschreiten.
Formel: F > (A1 A2 A3 A4) * P / 0,8 - Hohlraumabstand und Stahlsicherheit: Zwischen den Hohlräumen muss eine Mindestwandstärke des Stahls von mindestens dem Zweifachen der maximalen Teilwandstärke vorhanden sein, um die thermische Stabilität zu gewährleisten.
- Schusskapazitätsverhältnis: Das Gesamtgewicht von 4 Teilen sollte idealerweise zwischen 20 % und 80 % der maximalen Schusskapazität der Spritzgießmaschine liegen, um eine Polymerzersetzung zu verhindern.
Kontextbezogene Schnipsel
- Was ist Runner Balancing? Es ist eine technische Praxis, Fließwege gleicher Länge zu entwerfen, um sicherzustellen, dass geschmolzener Kunststoff alle Hohlräume gleichzeitig erreicht und Schwankungen im Gewicht und in den Abmessungen der Teile vermieden werden.
- Was ist Klemmkraft? Der von der Spritzgießmaschine ausgeübte Druck, um die Form gegen den durch den eingespritzten Kunststoff erzeugten Innendruck geschlossen zu halten.
- Warum verursacht Nacharbeit „Flash“? Grate treten auf, wenn Kunststoff zwischen den Formhälften ausläuft, was oft durch eine unzureichende Schließkraft oder eine Durchbiegung der Platte verursacht wird, nachdem mehr Kavitäten hinzugefügt wurden, als die Formbasis unterstützen sollte.
Autor: IMTEC Mold
Qualifikationen: Dieser technische Leitfaden wurde von IMTEC Mould verfasst. Mit vorbei 18 Jahre Erfahrung im hochpräzisen Formenbau
Fachwissen: Spezialisiert auf DFM (Design for Manufacturing), Multi-Cavity-Optimierung und Spritzgussprotokolle für medizinische Zwecke.

