
Einführung: Mehr als nur ein „Soft Touch“
Denken Sie an das letzte Mal, als Sie ein hochwertiges Elektrowerkzeug oder eine Premium-Zahnbürste in die Hand genommen haben. Sie haben wahrscheinlich eine harte, stabile Kunststoffstruktur darunter gespürt, aber Ihre Hand ruhte auf einer weichen, griffigen Gummioberfläche. Es fühlte sich nicht an, als wären zwei separate Teile zusammengeklebt; es fühlte sich an wie ein einzelnes, einheitliches Objekt.
Das ist die Kraft von Überformen .
In der Welt der kundenspezifischen Fertigung sind wir oft gezwungen, zwischen Haltbarkeit und Komfort oder zwischen Funktionalität und Ästhetik zu wählen. Durch das Überformen entfällt diese Wahl. Es ermöglicht Designern, mehrere Materialien in einem einzigen Teil zu kombinieren und so die strukturelle Integrität eines starren Kunststoffs mit den taktilen Vorteilen eines weichen Elastomers zu vereinen.
Beim Überformen geht es aber nicht nur darum, den Dingen ein angenehmes Gefühl zu verleihen. Für Ingenieure und B2B-Einkäufer stellt es eine strategische Fertigungsentscheidung dar, die Montagelinien vereinfachen, Feuchtigkeit abdichten und Vibrationen absorbieren kann – oft bei gleichzeitiger Senkung der Gesamtproduktionskosten.
Was ist Überformen?
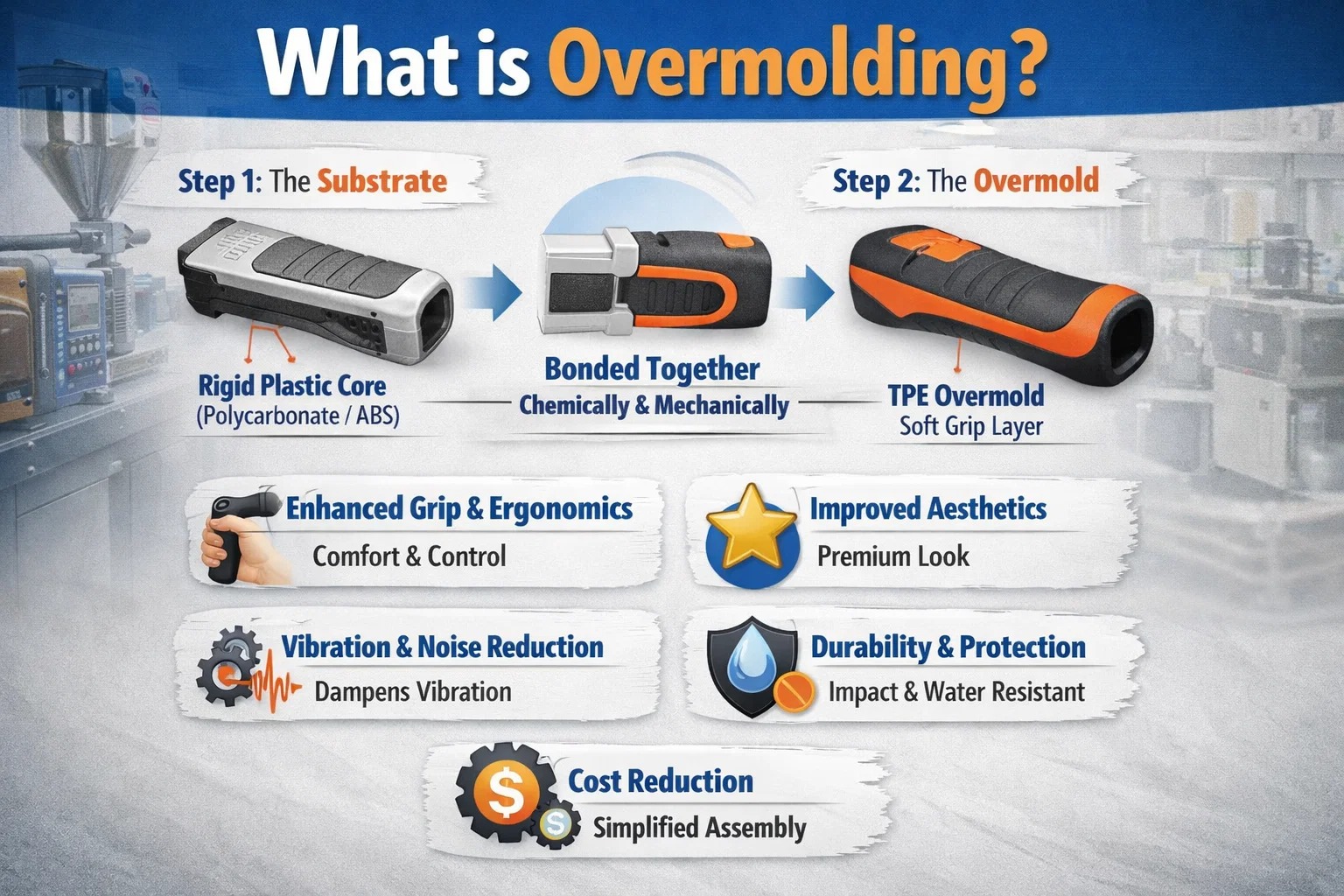
Im Kern ist Overmolding ein Spritzgussverfahren, bei dem ein Material (normalerweise ein weicher Gummi oder ein thermoplastisches Elastomer) direkt auf ein zweites Material (normalerweise ein starrer Kunststoff) geformt wird.
Es ist hilfreich, es sich als eine zweistufige Beziehung vorzustellen:
- Das Substrat: Dies ist der Basisteil. Normalerweise ist es ein starrer Kunststoff wie Polycarbonat oder ABS, der das „Skelett“ oder die Struktur bildet.
- Die Umformung: Dies ist das geformte Material vorbei das Substrat. Es fungiert als „Haut“ und sorgt für Halt, Farbe oder Schutz.
Im Gegensatz zur einfachen Montage, bei der Sie einen Gummipuffer auf eine Kunststoffbox schrauben, entsteht beim Umspritzen eine dauerhafte Verbindung. Diese Verbindung wird entweder chemisch (die Materialien verschmelzen auf molekularer Ebene) oder mechanisch (die Umspritzung fließt in Hinterschneidungen und Löcher im Substrat und verriegelt sich dort) erreicht.
Die Vorteile des Umspritzens
Warum sollten Sie sich die Mühe machen, eine Zwei-Komponenten-Form zu entwerfen oder zwei unterschiedliche Materialien zu verwalten? Denn der Mehrwert des Produkts ist enorm. Aus folgenden Gründen entscheiden sich Hersteller für das Umspritzen ihrer kundenspezifischen Teile:
1. Verbesserte Griffigkeit und Ergonomie
Dies ist der sichtbarste Vorteil. Wenn Sie ein Handgerät entwickeln – sei es ein chirurgisches Instrument oder ein Barcode-Scanner – ist die Ermüdung des Benutzers ein echtes Problem. Ein starrer Kunststoffgriff wird bei Nässe oder Schweiß rutschig. Das Überformen einer TPE-Schicht (Thermoplastisches Elastomer) sorgt für zusätzliche Reibung und Weichheit, wodurch das Produkt sicherer und über einen längeren Zeitraum angenehmer zu halten ist.
2. Verbesserte Ästhetik und Markenbildung
Seien wir ehrlich: Das Aussehen ist wichtig. Ein schlichtes graues Kunststoffgehäuse sieht funktional aus, schreit aber nicht nach „Premium“. Durch das Umspritzen können Sie kontrastierende Farben und Texturen verwenden. Sie können einem schwarzen Gehäuse einen leuchtend orangefarbenen Gummipuffer hinzufügen, um Markenfarben hervorzuheben oder Berührungspunkte anzuzeigen. Es verleiht dem Produkt ein fertiges, hochwertiges Erscheinungsbild, das im Regal hervorsticht.
3. Vibrations- und Geräuschreduzierung
Im industriellen Einsatz oder im Automobilinnenraum sind klappernde Teile ein Zeichen für mindere Qualität. Eine weiche übergossene Schicht kann als eingebauter Stoßdämpfer wirken. Es dämpft Vibrationen von Motoren und verhindert Kunststoff-auf-Kunststoff-Geräusche, wodurch die empfindliche interne Elektronik vor Schäden durch Stöße geschützt wird.
4. Erhöhte Haltbarkeit und Schutz
Durch das Umspritzen entsteht effektiv eine Abdichtung. Indem Sie ein weiches Material über Knöpfe oder Nähte formen, können Sie ein Gerät wasser- oder staubdicht machen, ohne dass separate O-Ringe oder Dichtungen erforderlich sind. Es bietet außerdem Schlagfestigkeit; Wenn ein Gerät fallen gelassen wird, absorbiert die weiche Ummantelung die Energie des Aufpralls und schützt so den starren Kern vor Rissen.
5. Kostensenkung durch Montagevereinfachung
Dies mag kontraintuitiv erscheinen – erfordert das Umspritzen nicht teurere Werkzeuge? Zunächst ja. Durch das Umspritzen entfallen jedoch sekundäre Montageschritte. Sie müssen keinen Arbeiter dafür bezahlen, einen Griff an einen Griff zu kleben oder eine Dichtung einzuschrauben. Durch die Integration dieser Funktionen in den Formprozess selbst reduzieren Sie die Arbeitskosten, machen den Einsatz von Klebstoffen überflüssig (die schmutzig sind und versagen können) und verkürzen die Gesamtproduktionszeit.
Wo Sie Overmolding sehen werden
Sobald Sie anfangen, nach Überspritzungen zu suchen, werden Sie feststellen, dass sie überall zu finden sind. Verschiedene Branchen nutzen es aus sehr unterschiedlichen Gründen, aber das Ziel besteht immer darin, die Benutzererfahrung zu verbessern.
- Automobilindustrie: Es geht um das „Premium-Feeling“ und die Geräuschreduzierung. Der Soft-Touch-Knopf auf Ihrem Armaturenbrett? Das ist Überformung. Es eliminiert den billigen, hohlen Klang von Kunststoff und sorgt für einen fühlbaren Griff, der sich luxuriös anfühlt.
- Medizinische Geräte: Hier herrscht Funktion über Form. Chirurgen benötigen Instrumente, die bei Nässe nicht verrutschen. Darüber hinaus werden durch das Umspritzen Spalten beseitigt, in denen sich Bakterien verstecken können, was die Sterilisation wesentlich einfacher und effektiver macht.
- Unterhaltungselektronik: Denken Sie an Ihre Smartphone-Hülle oder einen wasserdichten Bluetooth-Lautsprecher. Die Umspritzung bietet den erforderlichen Aufprallschutz, um einen Sturz zu überstehen, und die erforderlichen Dichtungen, um das Eindringen von Wasser zu verhindern.
- Industriewerkzeuge: Bohrmaschinen und Hämmer müssen einiges aushalten. Beim Umspritzen werden schlagfeste Materialien verwendet, um das Motorgehäuse des Werkzeugs zu schützen und die Vibrationsübertragung auf die Hand des Arbeiters zu reduzieren, wodurch Verletzungen bei langen Schichten verhindert werden.
Überformungsmaterialien: Die Chemie der Bindung
Hier trifft der Gummi – im wahrsten Sinne des Wortes – auf die Straße.
Sie können ein schönes Teil mit perfekter Geometrie entwerfen, aber wenn Sie Materialien wählen, die chemisch nicht kompatibel sind, löst sich die Umspritzung wie ein Aufkleber. Erfolgreiches Umspritzen ist ein chemisches Experiment. Das Substrat (der starre Teil) und die Umformung (der weiche Teil) müssen zusammenhalten.
Hier sind die häufigsten Spieler im Spiel:
1. Thermoplaste (die häufigste Wahl)
Bei den meisten kundenspezifischen Teilen handelt es sich um thermoplastische Elastomere (TPE) oder thermoplastische Polyurethane (TPUs).
- TPE (Thermoplastisches Elastomer): Dies ist das Arbeitstier der Branche. Es ist vielseitig, leicht einzufärben und fühlt sich weich an. Es haftet außergewöhnlich gut mit gängigen Kunststoffen wie Polycarbonat (PC) und ABS. Wenn Sie einen Zahnbürstengriff oder einen weichen Griff herstellen, ist TPE wahrscheinlich die beste Wahl.
- TPU (Thermoplastisches Polyurethan): Wenn TPE die „weiche, bequeme“ Wahl ist, ist TPU der „harte Kerl“. Es bietet eine unglaubliche Beständigkeit gegen Abrieb, Kratzer und Chemikalien. Oft sieht man TPU auf der Unterseite von Elektronikgehäusen oder Industriegeräten, die über raue Oberflächen geschleift werden.
- TPV (Thermoplastisches Vulkanisat): Dieses Material ähnelt eher echtem Gummi. Es verfügt über eine hervorragende Hitze- und Wetterbeständigkeit und eignet sich daher perfekt für Autoteile unter der Motorhaube oder Dichtungen im Freien.
2. Duroplaste (Gummi und Silikon)
Manchmal reichen Thermoplaste einfach nicht aus. Möglicherweise benötigen Sie die extreme Hitzebeständigkeit oder Biokompatibilität von Silikon (LSR) oder Naturkautschuk.
- Flüssigsilikonkautschuk (LSR): LSR ist der Goldstandard für medizinische Implantate und Kochutensilien mit hoher Hitze. Allerdings ist es schwierig. Da Silikon aushärtet (vernetzt) und nicht nur schmilzt, möchte es sich von Natur aus nicht mit vielen Kunststoffen verbinden. Das Umspritzen von Silikon erfordert in der Regel spezielle „selbstklebende“ Qualitäten oder mechanische Verriegelungen (Löcher und Anker) im Design, um es an Ort und Stelle zu halten.
So wählen Sie die richtigen Materialien aus
Wenn unsere Kunden mit einem Projekt zu uns kommen, stellen wir zunächst vier Fragen, um die Materialliste einzugrenzen:
1. Was ist das Substrat?
Dies ist die kritischste Einschränkung. Wenn Ihr Basisteil aus Nylon besteht, benötigen Sie ein TPE, das speziell für die Verbindung mit Nylon entwickelt wurde. Wenn Ihr Basisteil aus Polypropylen besteht, benötigen Sie ein anderes TPE. Wir sagen oft: „Gefällt mir, mag so.“ Polare Materialien verbinden sich am besten mit anderen polaren Materialien.
2. Was ist die Umwelt?
Wird dieses Teil in einem klimatisierten Büro verwendet oder wird es an einen Motorblock geschraubt? Wenn es hoher UV-Strahlung (im Freien) oder Öl und Fett (Automobil) standhalten muss, kann sich Standard-TPE verschlechtern. In diesen Fällen können Sie auf TPV oder TPU umsteigen.
3. Wie weich soll es sich anfühlen?
Wir messen die Härte mit dem Shore A Skala.
- Shore 30A-40A: Sehr weich, gelartig (wie eine Gel-Schuheinlegesohle).
- Shore 60A-70A: Fest, aber flexibel (wie ein Autoreifen oder ein Schuhabsatz).
- Shore 90A: Hart, gibt kaum nach (wie das Rad eines Einkaufswagens).
Die meisten Handgriffe liegen bequem im Bereich von 50 A bis 70 A.
4. Reibung und Haptik
Möchten Sie, dass sich der Griff „klebrig“ (hohe Reibung) oder „seidig“ (geringe Reibung) anfühlt? Ein Griff mit hoher Reibung ist großartig für einen Hammer, aber schrecklich für ein Gerät, das leicht in die Tasche passen muss.
Ein Hinweis zur Klebeverträglichkeit
Wenn Sie aus diesem Abschnitt nichts anderes mitnehmen, denken Sie daran: Die chemische Haftung ist entscheidend.
Während wir mechanische Schlösser entwerfen können (mehr dazu im Abschnitt „Design“), entstehen durch echte chemische Bindung die stärksten Teile.
- Beste Freunde: ABS und Polycarbonat verbinden sich im Allgemeinen sehr gut mit TPE und TPU.
- Schwierige Beziehungen: Nylon (PA) und POM (Acetal) sind bekanntermaßen schwer zu verkleben. Um eine Haftung zu erreichen, sind häufig spezielle, teurere Umspritzmaterialien erforderlich.
Der Umspritzprozess: Zwei Möglichkeiten, die Arbeit zu erledigen
Wenn Sie sich für das Umspritzen eines Teils entscheiden, müssen Sie sich für eine Herstellungsmethode entscheiden. Diese Wahl hängt in der Regel von Ihrem Budget und Ihrem Produktionsvolumen ab.
Im Allgemeinen gibt es zwei Möglichkeiten, das Umspritzen zu erreichen:
1. Einlegeformen (die flexible Wahl)
Formteil einsetzen ist die gebräuchlichste Methode für kleinere Produktionsmengen oder beim Umspritzen von Metallteilen.
So funktioniert es:
- Das Substrat (der starre Teil) wird zunächst in einer separaten Maschine geformt.
- Ein Arbeiter (oder ein Roboter) nimmt das fertige starre Teil und legt es von Hand in ein zweitens Formhohlraum.
- Die Maschine schließt sich und das weiche TPE wird über den starren Teil gespritzt.
Vorteile: Geringere Werkzeugkosten (Sie verwenden Standardmaschinen).
Nachteile: Höhere Arbeitskosten (jemand muss die Teile bewegen) und langsamere Zykluszeiten.
2. Zwei-Schuss-Spritzguss (2K) (die Wahl für Hochgeschwindigkeit)
Wenn Sie Millionen von Zahnbürsten oder Einwegrasierern herstellen, gehen Sie wie folgt vor. Für das Two-Shot-Spritzgießen ist eine Spezialmaschine mit zwei Spritzeinheiten erforderlich.
So funktioniert es:
- Die Maschine spritzt den starren Kunststoff ein, um das Substrat zu formen.
- Die Form schafft einen Raum – normalerweise durch Drehung um 180 Grad oder mithilfe eines verschiebbaren Stahlkerns – und spritzt sofort das zweite Material (das TPE) in dasselbe Werkzeug ein.
- Das Teil kommt vollständig fertig heraus.
Vorteile: Unglaublich schnell, präzise und gleichbleibende Qualität. Keine manuelle Handhabung bedeutet weniger Kontamination.
Nachteile: Die Werkzeuge sind teuer. Sie zahlen für eine komplexe, rotierende Form und eine Spezialmaschine.
Designüberlegungen: So vermeiden Sie Unordnung
Das Entwerfen für das Umspritzen ist schwieriger als für das Standard-Spritzgießen. Sie verwalten nicht nur den Fluss eines Materials; Sie verwalten das Zusammenspiel zweier Materialien mit unterschiedlichen thermischen Eigenschaften.
Hier sind die „Goldenen Regeln“, die wir unseren Ingenieurskunden geben, um sicherzustellen, dass ihre Konstruktion herstellbar ist.
1. Die Wandstärke ist entscheidend
Genau wie beim Standardformen kommt es auf Konsistenz an. Wenn Ihre TPE-Schicht zu dick ist, schrumpft sie beim Abkühlen erheblich. Da der starre Untergrund darunter liegt wird nicht Schrumpfen Sie so stark, dass sich das gesamte Teil verzieht oder verbiegt.
- Die Regel: Halten Sie die TPE-Wandstärke gleichmäßig. Wir empfehlen generell eine TPE-Dicke zwischen 0,5 mm und 3,0 mm . Alles, was dicker ist, führt zu Einfallstellen und Verformungen.
2. Verwenden Sie mechanische Verriegelungen (der „Gürtel- und Hosenträger“-Ansatz)
Auch wenn Ihre Materialien chemisch kompatibel sind, empfehlen wir immer die Gestaltung mechanische Verriegelungen . Dabei handelt es sich um eine physikalische Eigenschaft, die das umspritzte Material festhält, sodass es sich nicht ablösen kann.
Stellen Sie sich das so vor, als würde man ein Hemd zuknöpfen. Chemische Haftung ist der Stoff; Die Verriegelung ist der Knopf.
- Löcher: Wenn Sie Löcher in das Substrat einbauen, fließt das TPE auf die andere Seite und „pilzt“ quasi nach außen, um sich dort einzuschließen.
- Unterschnitte: Erstellen Sie einen Schwalbenschwanz oder eine Nut im starren Teil, in den das TPE fließt.
- Umläufe: Durch einfaches Umwickeln des TPE um die Kante des Teils auf der Rückseite entsteht eine physische Verankerung.
3. Verwalten Sie die „Abschaltung“
Die „Abschaltung“ ist die Linie Ihrerseits, an der das weiche Material aufhört und das harte Plastik beginnt. Dies ist der häufigste Ort für Mängel.
- Wenn das Stahlwerkzeug nicht fest genug auf den Untergrund drückt, spritzt das Hochdruck-TPE an der Linie vorbei und erzeugt einen hässlichen „Flash“.
- Design-Tipp: Gestalten Sie an der Absperrlinie eine Rille oder eine Stufe. Es sorgt für einen klaren, sauberen Übergang und trägt dazu bei, dass das Stahlwerkzeug dicht am Kunststoff anliegt, um Grate zu vermeiden.
4. Lassen Sie die Ränder nicht ausfransen
Vermeiden Sie es, die TPE-Schicht so zu gestalten, dass sie sich auf eine Dicke von Null verjüngt (eine „Federkante“). Dünnes Gummi ist schwach. Es löst sich fast sofort auf, kräuselt sich und reißt.
- Die Lösung: Beenden Sie die TPE-Schicht immer abrupt in einer Nut oder bündig mit einer Wand. Geben Sie dem Material bis zum Rand eine ausreichende Dicke (mindestens 0,5 mm), damit es strukturell stabil bleibt.
Fehlerbehebung: Wenn etwas schief geht
Selbst erfahrene Ingenieure stoßen beim Umspritzen auf Probleme. Da es sich um zwei unterschiedliche Materialien und thermische Dynamiken handelt, ist die Fehlertoleranz geringer als beim Standardformen. Hier sind die drei häufigsten Fehler, die wir sehen, und wie man sie behebt.
1. Delaminierung (Peeling)
Das Symptom: Die weiche Umspritzung löst sich wie ein Aufkleber vom starren Trägermaterial.
Die Ursache: Dabei handelt es sich fast immer um eine chemische Unverträglichkeit oder ein „kaltes Substrat“. Wenn der starre Teil zu stark abkühlt, bevor das weiche Material darauf trifft, kommt es nicht zur Bildung der molekularen Bindung.
Die Lösung:
- Kompatibilität prüfen: Versuchen Sie, TPE ohne Bindemittel mit Nylon zu verbinden?
- Untergrund vorheizen: Beim Umspritzen heizen wir die starren Teile oft in einem Ofen vor, bevor wir sie in die Form legen. Dadurch verschmelzen die beiden Materialien besser.
2. Flash (The Messy Edge)
Das Symptom: Überschüssiges dünnes Material spritzt über die vorgesehene Designlinie hinaus.
Die Ursache: TPE ist oft sehr flüssig (niedrige Viskosität). Wenn das Stahlwerkzeug nicht perfekt auf dem starren Untergrund abschließt, entweicht das TPE.
Die Lösung: Sie brauchen eine „Crush“-Passform. Das Stahlwerkzeug sollte so konstruiert sein, dass es leicht (ca. 0,002 Zoll) in den Untergrund drückt, um eine dichte Abdichtung zu erzeugen.
3. Kurze Aufnahmen
Das Symptom: Die Form füllt sich nicht vollständig; Teile des Griffs fehlen.
Die Ursache: Eingeschlossene Luft. Wenn das TPE über das Substrat fließt, kann am Ende der Füllung Luft eingeschlossen werden, wodurch verhindert wird, dass das Material seine Form vervollständigt.
Die Lösung: Entlüftung in der Form verbessern. Die Luft muss entweichen können, damit der Kunststoff den Hohlraum füllen kann.
Die Kostenrealität: Lohnt sich Umspritzen?
Reden wir über Zahlen. B2B-Käufer zögern oft, wenn sie das erste Angebot für das Umspritzen sehen.
Die Vorabinvestition
Ja, das Umspritzen ist zunächst teuer.
- Werkzeuge: Sie zahlen im Wesentlichen für zwei Formen (oder eine hochkomplexe 2-Schuss-Form). Erwarten Sie, dass die Werkzeugkosten anfallen 50 % bis 100 % höher als eine Standard-Single-Shot-Form.
- Maschinenzeit: Wenn Sie eine 2-Schuss-Maschine verwenden, ist der Stundensatz höher als bei einer Standardpresse.
Die langfristigen Einsparungen
Der „Aufkleber-Schock“ verschwindet jedoch meist, wenn man sich das anschaut Gesamtbetriebskosten .
- Kein Montageaufwand: Sie eliminieren den Arbeitsaufwand für das Zusammenkleben, Schrauben oder Einrasten von Teilen.
- Keine Klebstoffe: Sie müssen keine teuren Industrieklebstoffe und Grundierungen mehr kaufen.
- Qualitätskontrolle: Sie eliminieren das Risiko von Montagefehlern (z. B. wenn ein Arbeiter vergisst, eine Dichtung einzubauen).
Das Urteil: Wenn Sie geringe Stückzahlen (unter 1.000 Einheiten) produzieren, ist das Umspritzen möglicherweise übertrieben – bleiben Sie bei der manuellen Montage. Aber bei der Produktion großer Stückzahlen (10.000 Einheiten) überwiegen die Arbeitseinsparungen fast immer die höheren Werkzeugkosten.
Auswahl eines Overmolding-Partners
Nicht jede Spritzgießerei beherrscht das Umspritzen. Es erfordert spezielle Ausrüstung und tiefere materialwissenschaftliche Kenntnisse. Achten Sie bei der Überprüfung eines Lieferanten auf diese drei Dinge:
- Two-Shot-Erlebnis: Fordern Sie Muster an. Wenn sie nur „Insert Moulding“ (Teile von Hand laden) betreiben, könnten sie Probleme mit der Präzision bei hohen Stückzahlen haben.
- Materialkompetenz: Fragen Sie sie, „Welche TPE-Qualität empfehlen Sie für die Verbindung mit glasfaserverstärktem Nylon?“ Wenn sie die Frage nicht sofort beantworten oder ein Gespräch mit ihrem Materiallieferanten nicht anbieten können, laufen Sie weg.
- Simulationssoftware: Nutzen sie die Moldflow-Analyse? Beim Überspritzen ist die Simulation von entscheidender Bedeutung, um vorherzusagen, wie das zweite Material über das erste fließen wird, ohne es erneut zu schmelzen oder zu verziehen.
Fazit
Umspritzen ist eine der effektivsten Möglichkeiten, Ihr Produkt vom „funktionalen“ zum „Marktführer“ zu machen. Es verwandelt ein einfaches Kunststoffgehäuse in ein langlebiges, ergonomisches und hochwertiges Gerät.
Während die Konstruktionsregeln strenger sind und die Erstausrüstung eine Investition darstellt, ist die Auszahlung – in Bezug auf Produktleistung, Ästhetik und Montageeinsparungen – unbestreitbar.
Ganz gleich, ob Sie die nächste Generation medizinischer Geräte oder robuste Industriewerkzeuge entwickeln: Der Schlüssel zum Erfolg liegt in einer frühzeitigen Zusammenarbeit. Warten Sie nicht, bis das Design eingefroren ist. Beziehen Sie Ihren Fertigungspartner frühzeitig ein, um Materialpaarung und Absperrstellen zu besprechen, und Sie stellen eine Verbindung sicher, die ein Leben lang hält.
Bonusressource: Die Overmolding-Kompatibilitätsmatrix
Ingenieure fragen uns oft: „Wird sich TPE daran halten?“ Die Antwort ist selten ein einfaches Ja oder Nein – es hängt von der Chemie ab.
Verwenden Sie diese Tabelle als Kurzanleitung. Wir haben die Anleihen in drei Stufen eingeteilt:
- Chemische Bindung: Die Materialien verschmelzen beim Formen auf natürliche Weise.
- Mechanisches Schloss erforderlich: Sie haften nicht chemisch; Du muss Entwerfen Sie Löcher oder Hinterschneidungen, um die Umspritzung aufzufangen.
- Inkompatibel: Diese Materialien kollidieren (z. B. sind die Schmelztemperaturen zu unterschiedlich) und sollten nicht zusammen verwendet werden.
Gängige Materialpaarungen
| Substrat (starr) | TPE (Styrol) | TPU (Urethan) | TPV (Vulkanisat) | Silikon (LSR) |
|---|---|---|---|---|
| ABS | Ausgezeichnet | Gut | Fair | Grundierungen erforderlich |
| Polycarbonat (PC) | Ausgezeichnet | Ausgezeichnet | Fair | Grundierungen erforderlich |
| Polypropylen (PP) | Gut | Arm | Ausgezeichnet | Arm |
| Nylon (PA6 / PA66) | Schwierig * | Fair | Fair | Arm |
| Polystyrol (PS) | Gut | Arm | Arm | Arm |
| POM (Acetal) | Arm | Arm | Arm | Arm |
Technische Profi-Tipps für dieses Diagramm
1. Das „Nylonproblem“
Sie werden feststellen, dass Nylon (PA) als „schwierig“ gekennzeichnet ist. Dies ist die häufigste Falle für neue Designer. Nylon ist hygroskopisch (nimmt Feuchtigkeit auf) und weist eine hohe Hitzebeständigkeit auf. Standard-TPE löst sich sofort ab.
- Die Lösung: Sie müssen a angeben modifizierter TPE-Typ speziell für die Nylonhaftung entwickelt. Außerdem müssen Sie das Nylonsubstrat heiß halten (oftmals vorwärmen), damit das TPE nicht erstarrt, sobald es die Oberfläche berührt.
2. Die „Like Likes Like“-Regel
Das Geheimnis beim Lesen dieses Diagramms ist Polarität .
- Polare Materialien (ABS, PC, TPU) verbinden sich gerne mit anderen Polar-Materialien.
- Unpolare Materialien (PP, PE, Standard TPE) verbinden sich gerne mit anderen unpolaren Materialien.
- Ihre Mischung (z. B. TPU auf Polypropylen) scheitert in der Regel ohne chemische Modifikation.
3. Wenn Sie Zweifel haben, verriegeln Sie sich
Selbst wenn Sie die Bewertung „Ausgezeichnet“ haben (wie ABS TPE), empfehlen wir dennoch, eine kleine mechanische Verriegelung hinzuzufügen, wenn das Teil starker Beanspruchung ausgesetzt ist. Es kostet in der Entwurfsphase keine zusätzlichen Kosten, bietet aber eine Absicherung gegen Delamination vor Ort.
Letzter Aufruf zum Handeln (CTA)
Da es sich um einen Artikel zur B2B-Lead-Generierung handelt, finden Sie hier einen Vorschlag für einen abschließenden CTA, der nach dem Diagramm platziert werden sollte:
„Sie sind sich immer noch nicht sicher, ob Ihre Materialkombination funktioniert?
Raten Sie nicht mit Ihrem Formenbudget. Bei IMTEC Mould haben wir Tausende von kundenspezifischen Teilen umspritzt. Senden Sie uns noch heute Ihre 3D-Datei oder Materialliste, und unsere Ingenieure führen eine kostenlose DFM-Prüfung (Design for Manufacturability) durch, um sicherzustellen, dass sich Ihre Materialien perfekt verbinden – bevor Sie Stahl schneiden.“
Häufig gestellte Fragen zum Umspritzen
F: Was ist der Unterschied zwischen Umspritzen und Umspritzen?
A: Der Hauptunterschied ist der Prozess, nicht das Ergebnis. Formteil einsetzen Dabei wird ein vorgeformtes Teil (häufig Metall oder ein starrer Kunststoff) in eine Form gelegt manuell bevor das zweite Material eingespritzt wird. Overmolding (insbesondere Two-Shot-Molding) ist ein kontinuierlicher, automatisierter Prozess, bei dem eine Maschine das erste Material einspritzt und sofort das zweite Material in dasselbe Werkzeug einspritzt. Für kleine Stückzahlen eignet sich im Allgemeinen das Umspritzen von Einsätzen, während für die Massenproduktion in großen Stückzahlen ein Zwei-Schuss-Umspritzen besser geeignet ist.
F: Warum löst sich mein umspritztes Teil ab (delaminiert)?
A: Das Abblättern geschieht normalerweise aus einem von drei Gründen:
- Chemische Unverträglichkeit: Sie haben zwei Materialien ausgewählt, die sich nicht auf natürliche Weise verbinden (z. B. TPU auf Polypropylen).
- Kalter Untergrund: Wenn der erste starre Teil zu stark abkühlt, bevor das zweite Material eingespritzt wird, verschmelzen sie nicht.
- Verschmutzung: Wenn Sie Insert Moulding verwenden, verhindert Staub oder Öl auf der Oberfläche des Substrats die Haftung.
F: Kann man Kunststoff auf Metall umspritzen?
A: Ja. Dies geschieht fast immer über Formteil einsetzen . Gängige Beispiele hierfür sind das Umspritzen eines weichen Griffs auf einen Metallschlüssel oder das Umspritzen einer Kunststoffisolierung um elektrische Kupferkontakte. Da sich Metall und Kunststoff nicht chemisch verbinden, können Sie muss Gestalten Sie das Metallteil mit Löchern, Rändelungen oder Rillen, damit der Kunststoff mechanisch darauf einrasten kann.
F: Wie viel kostet das Umspritzen im Vergleich zum Standardformen?
A: Erwarten Sie, dass die Werkzeugkosten anfallen 50 % bis 100 % höher als eine Standard-Single-Shot-Form, da das Werkzeug komplexer ist. Allerdings ist die Stückpreis (Kosten pro Einheit) sinken oft, weil die Arbeitskosten für manuelle Montage und Klebstoffe entfallen. Bei Produktionsauflagen über 10.000 Einheiten ist das Umspritzen in der Regel die kostengünstigere Variante.
F: Wie groß ist die Mindestwandstärke für die überspritzte Schicht?
A: Wir empfehlen eine Mindestdicke von 0,5 mm (0,020 Zoll) für die weiche TPE-Schicht. Alles, was dünner ist, neigt dazu, beim Auswerfen zu reißen oder sich an den Rändern abzulösen. Für ein optimales „Soft-Touch“-Gefühl ohne Einfallstellen ist eine Dicke zwischen 1,5 mm und 3,0 mm ideal.

